- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
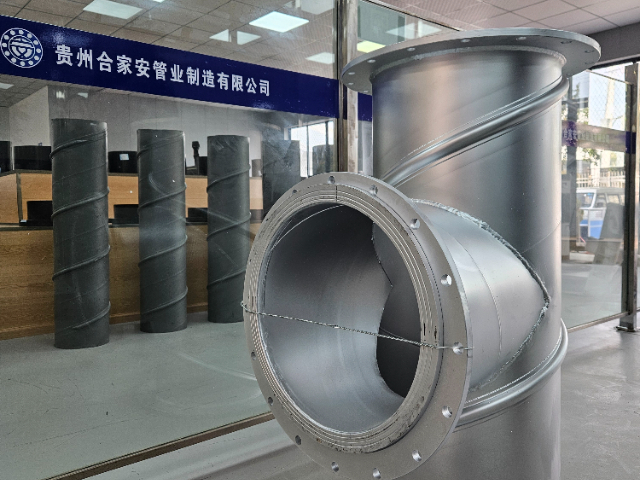
矿用镀锌螺旋焊接复合钢管在矿山巷道支护与加固领域的应用是一种创新性的尝试。传统的巷道支护方式多采用锚杆、喷浆等方法,但这些方法存在施工复杂、成本高、维护困难等问题。而矿用镀锌螺旋焊接复合钢管则以其独特的性能优势为巷道支护提供了新的解决方案。该管材通过特殊设计的连接件和支撑装置可以方便地安装在巷道内壁上,形成一道坚固的支护结构。镀锌层不仅提供了防腐保护还增强了管道的整体强度使其能够承受巷道顶板的压力。同时螺旋焊接工艺使得管道具有良好的柔韧性和抗变形能力能够适应巷道变形和位移而不发生破坏。此外矿用镀锌螺旋焊接复合钢管还可以与其他支护材料如锚杆、钢带等配合使用形成复合支护结构进一步提高巷道的稳定性和安全性。这种创新性的应用不仅简化了施工流程降低了成本还提高了巷道的支护效果和可靠性。钢管的防腐性能是否经过长期实验验证?巴彦淖尔镀锌螺旋焊接复合钢管规格

矿用镀锌螺旋焊接复合钢管以其优良的耐用性,在矿山这一极端环境下展现出强大的适应性。矿山作业环境往往伴随着高湿度、高盐分以及强烈的物理冲击,这些因素对管道材料的耐久性提出了极高的要求。镀锌层作为管道的一道防线,有效抵御了湿气、盐雾以及腐蚀性物质的侵蚀,保护基材免受损害。同时,螺旋焊接工艺确保了管道在复杂应力下的稳定性,即便在频繁振动和冲击的环境下,也能保持结构的完整性和密封性。这种耐用性不仅延长了管道的使用寿命,还减少了因频繁更换管道而带来的成本负担。巴彦淖尔镀锌螺旋焊接复合钢管规格它的设计如何满足流体动力学原理,以提高输送效率?
在矿场环境中,镀锌螺旋焊接复合钢管的使用需要深入的技术分析和操作规范。对于钢管的螺旋焊接工艺,焊接材料的选择要与钢管的材质相匹配,以保证焊缝的强度和韧性。此外,焊接过程中的保护气体也会影响焊缝的质量。例如,使用氩气和二氧化碳的混合气体作为保护气体,可以有效地防止焊缝氧化,提高焊缝的外观质量和内在性能。在矿山的瓦斯抽放系统中,钢管不仅要承受瓦斯气体的压力,还要防止瓦斯泄漏。这就要求钢管的焊缝进行 100%的无损检测,如 X 射线探伤、超声波探伤等。同时,钢管的密封性能也需要通过严格的气密试验来验证。以某瓦斯突出矿井为例,其瓦斯抽放系统采用了镀锌螺旋焊接复合钢管。焊接时选用了与钢管材质匹配的焊丝,并采用 80%氩气和 20%二氧化碳的混合保护气体。焊缝完成后,进行了 X 射线探伤和超声波探伤,确保焊缝无缺陷。在安装前,对每根钢管都进行了气密试验,试验压力为设计压力的 1.2 倍,保压 30 分钟,无泄漏现象方为合格。
在矿场环境下,镀锌螺旋焊接复合钢管的性能和应用有着诸多技术细节。就钢管的材质而言,需要选用强度、韧性好的钢材,以适应矿山复杂的地质条件和机械冲击。例如,常用的 Q345 钢材具有良好的综合性能,但在一些特殊工况下,可能需要更较大强度的 Q420 或 Q460 钢材。在螺旋焊接过程中,焊接接头的形状和尺寸对钢管的承载能力有重要影响。合理的接头设计可以减少应力集中,提高钢管的疲劳寿命。此外,焊接后的热处理工艺也不容忽视,通过适当的退火或正火处理,可以消除焊接残余应力,改善钢管的力学性能。在某煤矿的综采工作面,用于液压支架的镀锌螺旋焊接复合钢管选用了 Q420 钢材,并对焊接接头进行了优化设计。焊接后进行了整体退火处理,有效地提高了钢管的强度和韧性。在长期的采煤作业中,这些钢管经受住了频繁的机械振动和高压液体的冲击,表现出了可靠的性能。该类型钢管采用螺旋焊接技术,结合镀锌层保护,有效延长管道使用寿命。

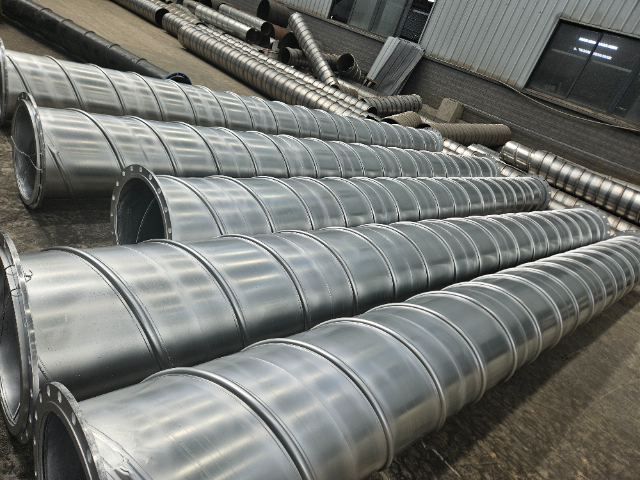
在矿用环境中,镀锌螺旋焊接复合钢管是保障生产顺利进行的重要管材。从制造工艺来看,镀锌螺旋焊接复合钢管首先通过将钢带螺旋成型,然后进行焊接。焊接过程中,高温会使钢材局部融化,形成牢固的焊缝。但这个过程需要精确控制焊接温度、速度和电流等参数,以确保焊缝的质量。温度过高可能导致焊缝过烧,降低强度;速度过快则可能造成焊缝未完全融合,出现缺陷。在镀锌环节,通常采用热镀锌或电镀锌的方法。热镀锌时,钢管需要经过酸洗、助镀等预处理步骤,然后浸入高温锌液中,使锌层均匀附着。电镀锌则是通过电解作用将锌离子沉积在钢管表面。例如,在某煤矿的井下通风系统中,选用了直径为 600 毫米的镀锌螺旋焊接复合钢管。在安装过程中,由于井下空间有限,需要对钢管进行分段焊接。焊接工人严格按照工艺要求,控制焊接电流为 250 安培,焊接速度为 35 厘米/分钟,确保了焊缝的强度和密封性。同时,为了增强钢管的抗腐蚀能力,采用了热镀锌工艺,锌层厚度达到 80 微米,有效地延长了钢管的使用寿命。镀锌螺旋焊接复合钢管的设计符合国际安全标准,使用更加放心。巴彦淖尔镀锌螺旋焊接复合钢管规格
螺旋焊接技术使得钢管在承受弯曲应力时更加稳定。巴彦淖尔镀锌螺旋焊接复合钢管规格
镀锌螺旋焊接复合钢管在矿用领域的应用有着严格的技术要求和实际操作要点。在矿井排水系统中,钢管所承受的水压是一个关键因素。这就要求钢管不仅要有足够的壁厚,还需要良好的焊接质量。焊接时,要注意消除焊缝中的气孔、夹渣等缺陷,这些缺陷会削弱钢管的强度,增加漏水的风险。对于钢管的镀锌处理,要考虑矿井水中可能含有的化学物质对锌层的腐蚀作用。因此,在镀锌前,需要对钢管表面进行彻底的清洁和预处理,去除油污、锈迹等。同时,根据矿井水的成分,选择合适的镀锌工艺和镀锌层厚度。以某金属矿山为例,其深部开采区域的排水系统采用了镀锌螺旋焊接复合钢管。为了应对高达 5MPa 的水压,钢管的壁厚选择为 10 毫米,焊接采用多层多道焊,每道焊缝都进行了严格的无损检测。在镀锌方面,鉴于矿井水中含有较高浓度的硫酸盐,采用了耐腐蚀性更强的锌镍合金镀层,镀层厚度为 100 微米,确保了钢管在恶劣的排水环境中能够长期稳定运行。巴彦淖尔镀锌螺旋焊接复合钢管规格
- 通辽矿用镀锌螺旋焊接复合钢管咨询报价 2024-10-28
- 曲靖煤矿镀锌螺旋焊接复合钢管生产商 2024-10-28
- 乌海工程镀锌螺旋焊接复合钢管型号 2024-10-28
- 遵义镀锌螺旋焊接复合钢管推荐厂家 2024-10-28
- 曲靖优势镀锌螺旋焊接复合钢管行业报价 2024-10-28
- 包头镀锌螺旋焊接复合钢管现货 2024-10-23
- 遵义工程镀锌螺旋焊接复合钢管咨询报价 2024-10-23
- 呼和浩特工程镀锌螺旋焊接复合钢管售后服务 2024-10-23
- 黔东南煤矿镀锌螺旋焊接复合钢管联系方式 2024-10-23
- 重庆优势镀锌螺旋焊接复合钢管性能 2024-10-23
- 昆明新型镀锌螺旋焊接复合钢管推荐厂家 2024-10-23
- 赤峰工程镀锌螺旋焊接复合钢管报价多少 2024-10-23