- 品牌
- 无锡大特不锈钢
- 材质
- 202
固定夹、固定座有:排线固定夹、电线固定夹、电线固定套、电线固定座、CATV固定座、粘式扁型固定夹、可调式配线固定夹、二段式配线固定座、可调式配线固定座、插销式固定座、粘式配线固定座、插销式固定座、壁虎型固定座、扎线固定座、粘式扎线固定座、配线固定钮等系列。夹持座的一侧面上对应调节孔开设两弧形调节槽,两螺钉分别穿过调节孔和弧形调节槽与螺母配合,另 一侧面上开设二个穿孔,两固定钩的螺纹端穿过穿孔与螺母配合。此固定夹结构简单,可适用于伞或旗帜等杆状物,且杆状物可任意倾斜,使用方便。电缆桥架分为槽式、托盘式和梯架式等结构,由支架、托臂和安装附件等组成。有名的电缆固定夹原料
由于现行的模具结构,包括模具的水冷系统已定型,很难再对其作大的水冷结构改造,只能依赖模具从冷模状态到热模状态的模具温度变化为着手。模具试制过程时间为一个台班,分4个时间段,对模具的温度进行测试跟踪,采用的测温设备为G100EXD红外线热成像仪。在每次的测温点处开始取样10件;***次检测,取样10件,后每间隔2h测量模具温度一次,取样10件,到一个台班挤压作业为止,共取样40件;经除渣包、切料柄、除飞边毛刺等清理工序加工后装框进入连续式热处理炉作T6工艺处理。专业电缆固定夹质量检测同固定支架配套使用或单独安装在桥架中。

对U形固定夹进行了工艺分析,详细介绍了各成形工序的模具结构特点、在试模过程中出现的问题、解决这些问题的方法和补救措施,充分考虑了模具结构的可调整性、易损件的更换和模具制造成本的控制。 [2] 零件的工艺分析U形固定夹零件,材料为SPCC,料厚 t =1.5mm 。零件结构比较复杂,主要工序为多道弯曲,弯曲尺寸难以控制。 由此设计了成形工序:冲孔 、翻孔 、落料及6道弯曲成形。该零件的主要特点为:有多处狭长槽孔、不规则狭长槽孔及多处弯曲,因弯曲的垂直度要求较高,在模具结构设计时,必须充分考虑采取减小零件弯曲回弹的工艺措施 。
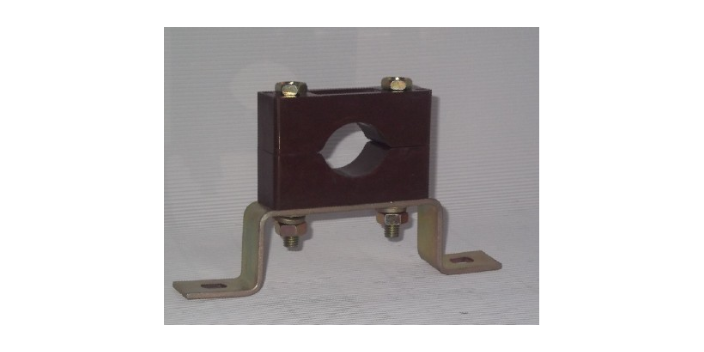
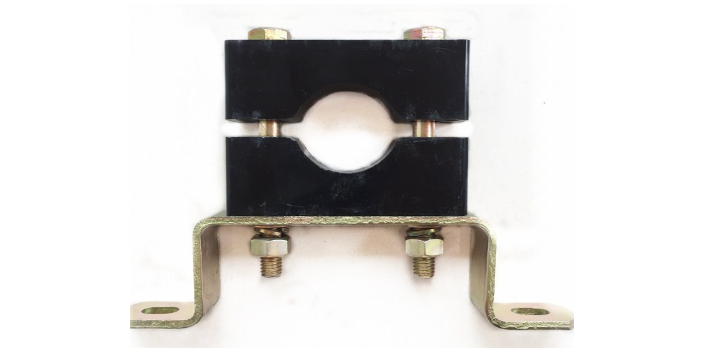
当扭力为70~110N·m时,在铸造热节部位 (B、C点位)缩松较明显,缩松组织呈三角状态分布,面积较大,一直扩散到铸件外表面上,铸件热节部位外表面形如橘皮,存在灼伤、热裂等缺陷。 [1] 当扭力为120N·m时,断口(B1、C1 节点部位)虽然仍存在缩松,但是,缩松的大小、分布状态与扭力小于120N·m的断口明显不同,其缩松组织分布小、集中,热节部位铸件外表面光滑,无灼伤、热裂等缺陷。但是显微镜下观察A(A1、A2)、B(B1、B2)、C(C1、C2)、D(D1、D2)部位均存在缩松,但是缩松的形态、数量不一样。一种电缆夹具型号:YGD-12,外形尺寸:100×64×30mm,螺杆中心距:67mm,适用电缆外径29-45mm。

电缆夹具由夹具主体,弹簧,销轴和开关销组成。夹具主体的H形上,下内侧分别设有导向槽,该导向槽的两端设有与上,下侧相对应的四个方孔。一侧有两个平行的连接板,另一侧有一个连接板,并且在每个连接板上开有相同直径的圆孔。电缆夹具主体以钢板为骨架,表面由熔化的尼龙材料制成,形状为中心绘制的不对称H形结构。通过电缆夹具固定电缆和水管的方法是通过弹簧锁定的方法实现的。电缆夹具具有***的应用范围,可用于**普通采矿和综合采矿。电缆夹具一般由防涡流夹,固定支架和其他产品组成。ZJ-01~05,适用于6~1000mm2单芯型的分支电缆安装固定。专业电缆固定夹质量检测
采用冷轧钢板转弯、焊接成型,表面镀锌或喷塑处理,具有安装方便、品种齐全、美观等特点。有名的电缆固定夹原料
由于B、C节点部位的缩松已延伸到腹板外表面上,在外力作用下,缩松部位就是裂纹源,这就导致弯曲扭力试验中扭力值不稳定,无规律可寻的重要原因。 [1] 模具温度对固定夹结晶凝固的影响为了保证铸件顺序凝固,必须针对热节部位进行强冷处理或对薄壁位置加装保温措施;在挤压铸造工艺生产中,对铸件热节部位的工艺处理和控制也是至关重要的一个环节。模具温度的高低不仅影响铸件品质,而且危及模具使用寿命。要想消除热节对铸件凝固结晶过程中的不良作用和影响,必须从优化模具冷却系统、合理控制模具的温度着手。有名的电缆固定夹原料
无锡大特不锈钢有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,无锡大特不锈钢供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

- 是什么电缆固定夹质量保障 2024-07-13
- 有名的电缆固定夹原料 2024-07-12
- 黑龙江优良电缆固定夹 2024-07-12
- 安装电缆固定夹制品价格 2024-07-11
- 质量电缆固定夹共同合作 2024-07-11
- 优良电缆固定夹质量保障 2024-07-10
- 优良电缆固定夹批量定制 2024-07-10
- 吉林质量电缆固定夹 2024-07-09
