- 品牌
- 无锡大特不锈钢
- 材质
- 202
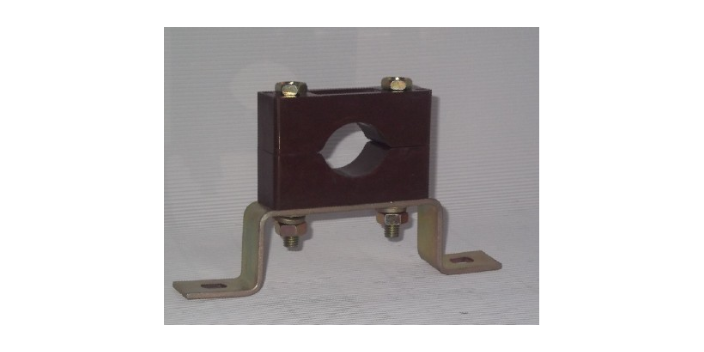
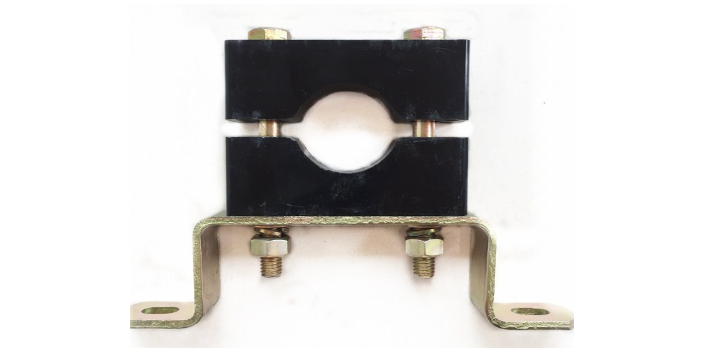
为了了解固定夹成形时的状态,在开始模具设计时,充分利用 Magma模拟软件对固定夹进行充型时流场和温度场分析,以观察其充填状态和凝固状态,从而判断制件可能产生缺陷的部位。挤压模拟用参数、充型状态分析以及成形凝固分析、为模具的浇注系统和溢流系统设计以及挤压铸造工艺参数确定提供了依据。铸件在成形过程中,液流充填过程较为顺畅,局部存在卷气现象,但通过开设溢流和排气槽,充填效果得到了改善。铸件基本实现了顺序凝固。 [1]固定支架和防涡流夹具配套使用。河北口碑好的电缆固定夹
当扭力为70~110N·m时,在铸造热节部位 (B、C点位)缩松较明显,缩松组织呈三角状态分布,面积较大,一直扩散到铸件外表面上,铸件热节部位外表面形如橘皮,存在灼伤、热裂等缺陷。 [1] 当扭力为120N·m时,断口(B1、C1 节点部位)虽然仍存在缩松,但是,缩松的大小、分布状态与扭力小于120N·m的断口明显不同,其缩松组织分布小、集中,热节部位铸件外表面光滑,无灼伤、热裂等缺陷。但是显微镜下观察A(A1、A2)、B(B1、B2)、C(C1、C2)、D(D1、D2)部位均存在缩松,但是缩松的形态、数量不一样。环保电缆固定夹企业FJ-01~05,适用于6~1000mm2单芯型的分支电缆安装固定。

提出了模具温度对固定夹凝固结晶的影响;给出了固定夹工艺参数的控制结果。认为挤压铸造工艺替代低压铸造或重力铸造工艺生产固定夹,不论在产品品质还是在生产效率方面都具有明显优势。生产固定夹模具工作温度控制在180~260℃的范围**为理想;当充型速度从145mm/s降至70mm/s,在同样T6热处理后,铸件表面气泡率小于5%。 [1] 固定夹生产工艺过程影响挤压铸件质量的因数较多,主要有模具、铝合金的熔炼工艺、挤压机设备性能 和挤压工艺参数设置等。在工艺参数中又包括压力、速度、时间和温度。压力包含充型时压力和充型后的加压保压压力,时间参数包括开始加压时间和保压时间,加压速度是指不同阶段的充填速度,温度参数包括铝液浇注温度和模具温度。
电缆夹具由夹具主体,弹簧,销轴和开关销组成。夹具主体的H形上,下内侧分别设有导向槽,该导向槽的两端设有与上,下侧相对应的四个方孔。一侧有两个平行的连接板,另一侧有一个连接板,并且在每个连接板上开有相同直径的圆孔。电缆夹具主体以钢板为骨架,表面由熔化的尼龙材料制成,形状为中心绘制的不对称H形结构。通过电缆夹具固定电缆和水管的方法是通过弹簧锁定的方法实现的。电缆夹具具有***的应用范围,可用于**普通采矿和综合采矿。电缆夹具一般由防涡流夹,固定支架和其他产品组成。同固定支架配套使用或单独安装在桥架中。

由于B、C节点部位的缩松已延伸到腹板外表面上,在外力作用下,缩松部位就是裂纹源,这就导致弯曲扭力试验中扭力值不稳定,无规律可寻的重要原因。 [1] 模具温度对固定夹结晶凝固的影响为了保证铸件顺序凝固,必须针对热节部位进行强冷处理或对薄壁位置加装保温措施;在挤压铸造工艺生产中,对铸件热节部位的工艺处理和控制也是至关重要的一个环节。模具温度的高低不仅影响铸件品质,而且危及模具使用寿命。要想消除热节对铸件凝固结晶过程中的不良作用和影响,必须从优化模具冷却系统、合理控制模具的温度着手。电缆固定夹具由防涡流夹具、固定支架等产品组成。环保电缆固定夹企业
采用冷轧钢板转弯、焊接成型,表面镀锌或喷塑处理,具有安装方便、品种齐全、美观等特点。河北口碑好的电缆固定夹
固定夹、固定座有:排线固定夹、电线固定夹、电线固定套、电线固定座、CATV固定座、粘式扁型固定夹、可调式配线固定夹、二段式配线固定座、可调式配线固定座、插销式固定座、粘式配线固定座、插销式固定座、壁虎型固定座、扎线固定座、粘式扎线固定座、配线固定钮等系列。夹持座的一侧面上对应调节孔开设两弧形调节槽,两螺钉分别穿过调节孔和弧形调节槽与螺母配合,另 一侧面上开设二个穿孔,两固定钩的螺纹端穿过穿孔与螺母配合。此固定夹结构简单,可适用于伞或旗帜等杆状物,且杆状物可任意倾斜,使用方便。河北口碑好的电缆固定夹
无锡大特不锈钢有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,无锡大特不锈钢供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

- 是什么电缆固定夹质量保障 2024-07-13
- 有名的电缆固定夹原料 2024-07-12
- 黑龙江优良电缆固定夹 2024-07-12
- 安装电缆固定夹制品价格 2024-07-11
- 质量电缆固定夹共同合作 2024-07-11
- 优良电缆固定夹质量保障 2024-07-10
- 优良电缆固定夹批量定制 2024-07-10
- 吉林质量电缆固定夹 2024-07-09
