扬州轮廓度检测量大从优, 接触测量法以三坐标测量仪为典型**。三坐标测量机的测量精度高,对环境(如:温度、湿度、防振等)要求也高。由于测量时测头在工件上要逐点测量,所以测量速度较慢。另外还要求被测零件的材质不能太软、不能轻易被刮花且不易变形。零件太大,轮廓度检测,需要工装夹具或者超过测量线程等诸多限制。 非接触测量法以影像测量仪为典型**。该测量方法一次获取物体表面的数据(点坐标)多,测量范围大,对被测量物体的材质没有要求,特别适合于易刮花且易变形的覆盖件类零件的测量。测量范围弹性从几mm到几米的零件都方便测量,每笔采集点的数量根据测量头的决定从几百万点到几千万点,采集速度快等优势。 ATOS蓝光扫描设备,德国纯进口蓝光扫描设备,单幅扫描采集点数据800万点,外出携带方便,可以任意到现场扫描。快速解决客户轮廓检测,逆向工程很好的工具
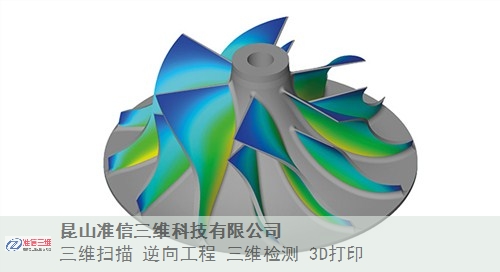
昆山准信三维科技有限公司,公司位于昆山市前进东路289号菁英国际A座。是一家专业的产品三维扫描检测分析,打印,产品三维扫描逆向设计和正向设计,以及三维扫描设备销售的公司。我们团队从事三维检测和三维逆向行业有15年之久。 准信三维现有一个数据中心及两个营业网点。营业网点提供外派上门扫描服务,同时接受用户来我司参观,咨询,考察! 我们以诚信、责任、品质为企业经营理念。我们主张:通过我们的技术实力,帮助客户以相当经济,高效率的技术手段找到问题和解决问题。
GOM 是信誉卓着、技术**的光学测量系统製造商。配合 GOM 开发的覆盖不同应用领域的各类硬件,GOM 同时还提供自主开发的***能专业一体化应用软件解决方案。各种 GOM 应用软件之间类似搭积木的组成策略,有效解决了满足客户的从生产过程到质量控制等不同使用需要。 通过GOM 特色的参量方法,在软件里,每个元素的创建进程都有迹可循。所有操作和评估步骤都能得到***追踪并互相关联,有利于进行修改和调整。通过一键式解决方案,可以在改动后自动刷新所有相关元素
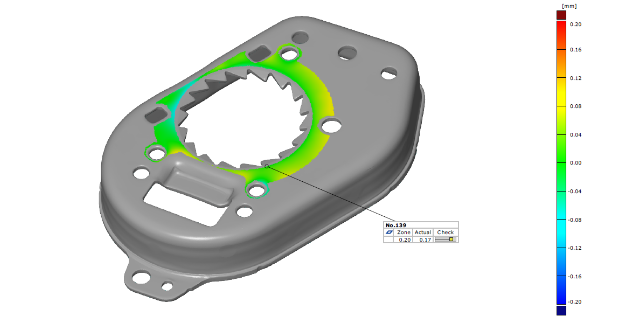
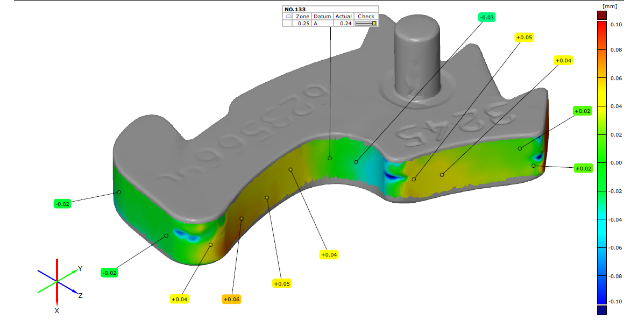
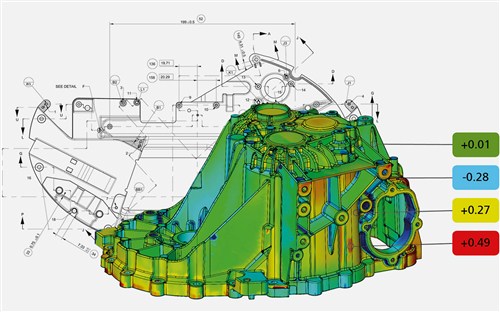
扬州轮廓度检测量大从优, 所谓轮廓度是指被测实际轮廓相对于理想轮廓的变动情况。这一概念用于描述曲面或曲线形状的准确度。轮廓度包括面轮廓度与线轮廓度,对典型的轮廓度常用测量方法的进行剖析。常规的测量靠检具和三坐标碰触的方式来测量轮廓是否合格,不是很直观找到问题。对于现在客户对产品外观要求越来越高形式下,外形轮廓极其重要。检验轮廓是否合格,比较好解决方法是使用蓝光扫描得到整个外形特征与理论设计图档进行比对。可以得到整个面轮廓度和线轮廓度具体的偏差值,以及偏差位置在什么区域。一目了然方便后续模具修改,提高产品质量,提升开发进度起到很好的帮助,为客户降本。
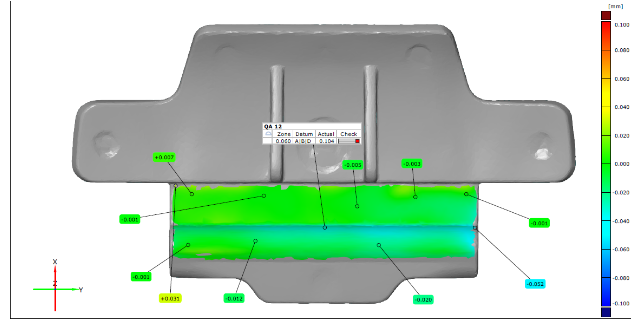
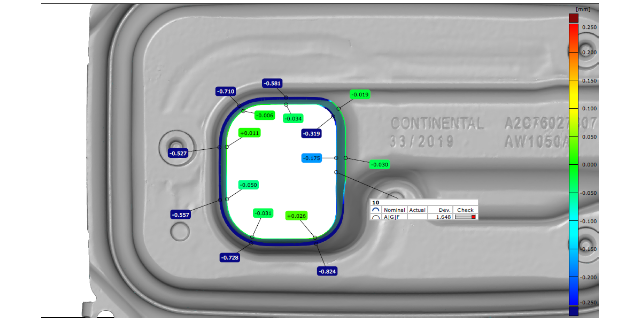
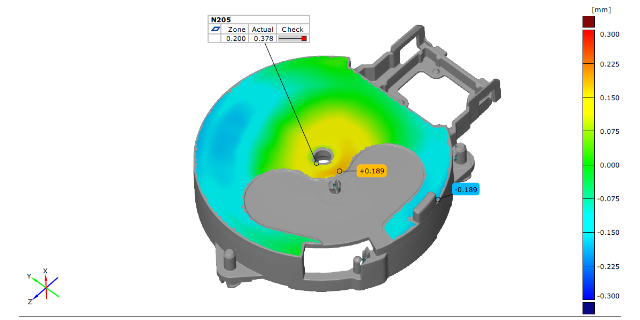
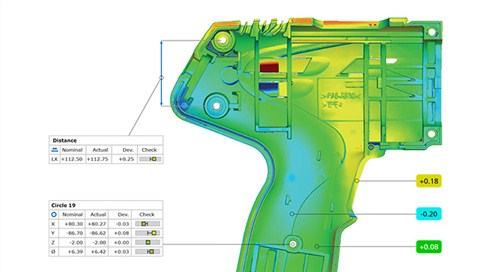
扫描 检测应用趋势 • 完整扫描, 全尺寸检测 • 色彩误差图一目了然 • 容易与客户或跨部门沟通 • 3D Viewer 任意角度翻转检视3D 的检测结果 • 扫描与报表制作容易, 缩短检测时间 • 与CAD全曲面比对误差色彩图 • 3D曲面及尺寸管制 • 翘曲变形 • 凸陷及缩痕 • 缩水 • 直观, 清楚且容易了解 • 问题区域可立刻得到判断 • 更快的作出改善决定 • 任意位置作2D检测剖面 • 点资料剖与CAD剖面比对 • 剖面位置在模型显示 • 针状图 • 误差标记点 • 公差带显示 • 由CAD自动获得公差带
扬州轮廓度检测量大从优, 传统的面轮廓度测量误差的测量方法包括仿形装置测量、截面轮廓样板测量、光学跟踪轮廓测量仪测量以及三坐标测量仪测量等。**种测量方法要求做出理论轮廓样板后才能测量。由于理论轮廓样板制作非常困难,因此该测量方法适合于一种零件大批量生产过程中的检验。而采用蓝光三维扫描,只需要零件的CAD数学模型(零件的三维设计图形),因此该测量方法可应用于任何场合且测量数据可靠。 目前,用来采集物体表面三维坐标的测量设备和方法多种多样,其原理也各不相同。根据测量测头是否和零件表面接触可分为接触式和非接触式
轮廓检测技术具有出色的扩展性,可以轻松地适应不同的应用场景和需求。无论是大型企业还是小型...
【详情】轮廓检测:智能化的边缘识别解决方案在当今的高科技时代,轮廓检测作为一种先进的图像处理技术...
【详情】产品概述我们的主营产品——轮廓检测仪,是一种先进的自动化检测设备,专门设计用于满足工业制...
【详情】竞争优势轮廓检测产品在图像处理领域具有以下竞争优势:技术:轮廓检测技术是图像处理领域的前...
【详情】ATOS Compact Scan 是新一类紧致型三维光学扫描检测仪。其构造灵巧、简洁,应用适应性强...
【详情】轮廓检测:智能化的边缘识别解决方案在当今的高科技时代,轮廓检测作为一种先进的图像处理技术...
【详情】所谓轮廓度是指被测实际轮廓相对于理想轮廓的变动情况。这一概念用于描述曲面或曲线形状的准确度。轮廓度包...
【详情】轮廓度检测产品特性与功能:高精度测量:轮廓度检测采用了先进的激光干涉技术,可以精确地测量...
【详情】产品概述我们的主营产品——轮廓检测仪,是一种先进的自动化检测设备,专门设计用于满足工业制...
【详情】竞争优势轮廓检测产品在图像处理领域具有以下竞争优势:技术:轮廓检测技术是图像处理领域的前...
【详情】