密封胶在幕墙中应用时,不可避免会受到固化中接口发生位移带来的影响,例如引起外观起鼓,粘接力部分损失等。在冬季进行打胶作业时,由于低温下密封胶需要更长时间进行固化,因此密封胶受到固化期间接口随机移动带来的影响更大。有机硅密封胶未固化时,从常温到-30℃范围内可以保持它的流变力学性能几乎不变,通俗讲就是挤出性影响不大,人工打胶或机器打胶都可以正常进行。如果温度继续降低,则会出现挤出难的情况。因此,我们建议冬季施工时:1)不建议在低于4℃时进行打胶作业,如需要,则应当在大面积打胶之前进行小范围的测试,如果外观与粘接力满足质量要求,方可进行大面积的打胶作业;2)咨询供应商该批次产品是否为冬季版产品,若不是,建议更换冬季版产品进行打胶;3)必须采取措施彻底去除表面结成的霜露,确保密封胶接触面干爽。环境对密封胶的固化有着紧密相关的联系,密封胶的固化速度会随着温度的高低影响而变化。杭州防水门窗幕墙胶生产
门窗幕墙胶
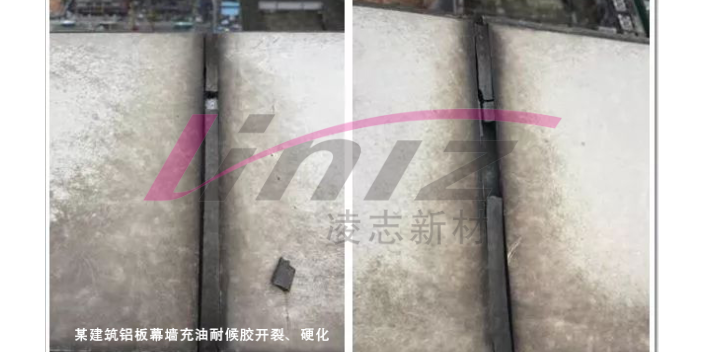
在当前原材料涨价的大背景下,市面上出现了许多充油硅酮耐候胶产品,以低价吸引用户。中国幕墙网5月17日文章《有机硅原材料价格暴涨,低价的“硅酮胶”,你敢用吗》中详细说明了充油胶在5000小时紫外线老化和70℃,14天热老化后出现的弹性下降、硬度上升现象,性能下降非常明显,满足不了密封胶相应标准要求,会直接给用户带来严重质量问题甚至安全隐患!硅酮耐候密封胶充油,会导致耐候密封胶开裂、粉化、硬化、流油等问题,以致密封胶过早失效,从而导致幕墙漏水、漏气,能耗上升,影响正常使用。充油硅酮耐候密封胶出现开裂、硬化,甚至粉化,危害幕墙现象。凌志门窗幕墙胶密封胶与空气的有效接触面积越大,其获取的水分越多,释放化学反应产生的小分子的速率越快,固化速度越快。

很多人认为密封胶表面产生斑点变色,是密封胶被“腐蚀”了。其实不然,空气中存在的酸雾、盐雾确实会对建筑胶表面造成一定伤害,但硅酮胶是耐候性能上表现十分优越的胶种,并不因此受到影响。一般硅酮胶表面出现斑点多为使用酸性清洗剂清洗墙体时,误将清洗剂喷到密封胶表面,由于密封胶中含有碳酸钙成分,会和酸性清洗剂发生反应,导致密封胶表面出现反应斑点。说完上述关于硅硐密封胶变色的特点及原因后,希望引起大家的重视,在使用施胶时,要针对性来避免,我们建议用户参考以下4点:1、施工前,对与密封胶接触的材料做相容性试验,确保材料间相容;或选用更相容的附件材料,如选择硅橡胶制品代替橡胶制品,降低黄变概率;2、避免密封胶接触或暴露在酸、碱等有腐蚀性的环境中;3、变色主要发生在浅色、白色、透明等产品上,选择深色或黑色的密封胶可降低变色的风险。4、选用质量有保证的密封胶。
恼人的起鼓现象到底该怎么减少或解决呢?凌志给您答案,正确的施工方法总体思路有两方面:一是加快密封胶的固化速度;二是减少固化初期的胶缝变形。因此,我们有以下4个施工建议:1、选用固化速度相对较快的胶,如浙江凌志的LL806(脱酮肟型),能够解决部分起鼓问题。请勿选用填充矿物油的耐候胶,因为充油胶在固化过程中收缩明显,虽然一定程度上会减轻起鼓现象,但该类产品不符合耐候胶的国标要求,也不符合幕墙应用要求,其耐候性差,使用寿命没有保证。2、在面板温差小,接缝变形小的情况下施工。若第二天是阴天,则当天抓紧施工。若第二天是暴晒天气,则采用适当的遮阳措施,比如用脚手架上防尘网等遮挡,使面板不直接暴露于阳光下曝晒,降低面板的温度,减小因温差导致的接缝变形。3、在板块膨胀,胶缝较窄时打胶,可以改善起鼓现象。建议选择合适的时间打胶,如在该立面的面板被阳光曝晒时施工。4、采用二次打胶法,先打一次凹陷的胶缝,待其固化2~3天具有弹性后,再在其表面打一层胶。建议对人眼易见的起鼓胶缝进行修平;如人眼不易观察的胶缝可不用修平。不建议对起鼓的胶缝割胶后重新打胶,这样既造成浪费,也解决不了起鼓问题。单元式幕墙可以是隐框的设计, 也可以是明框的设计。

凌の灵802门窗专用硅酮耐候胶是一种单组分,中低模量,中性室温固化有机硅弹性密封胶。适用于一般玻璃、铝材、瓷砖、木材及部分塑料的密封,也适用于预制混凝土、水泥砖、砖结构、镀膜玻璃、镀锌钢板、锌铝钢板的伸缩缝接口。可承受等于接缝密封±20%的位移。具有优良的耐候性和耐极限温度(-40℃~+150℃)。其主要特性有:1、优良的粘接性,对大多数建筑材料如玻璃、镀膜玻璃、涂漆层金属材料,无需使用底漆就可粘接;2、中性固化,无腐蚀性;3、优良的耐候性能,老化性能;4、无垂流现象,可用于垂直的接口施工;5、单组分,易于施工。单组分硅酮密封胶应在温度5℃~40℃,相对湿度40%~60%的清洁环境条件下使用,下雨、下雪时不能施工。密封胶使用
双组分硅酮密封胶应在温度12℃~35℃,相对湿度40%~60%的清洁环境条件下使用,下雨、下雪时不能施工。杭州防水门窗幕墙胶生产
双组分硅酮胶固化后,可能会在胶体内部、表面及与基材粘接的界面形成许多密集的气泡,很大程度上降低了胶体的拉伸粘接强度。这通常是由于有气体进入A、B组分的物料管,经双组分打胶机枪头内部的静态混合器时被分散成极微小的气泡,固化过程中,气泡由于表面张力的作用向界面(胶体表面、胶体与基材的界面)迁移,最终表现为固化后的胶表面和胶与基材界面有密集的小气泡。进入物料管的气体可能是胶本身带入的(A组分或B组分分装过程中裹入气体),也可能是打胶过程中操作不当带入的(换桶时排气未排干净或一桶物料压盘压到底部时未及时换桶,导致空气吸入)。A、B组分内部裹有气体导致的气泡一般发生在一组密封胶使用的中间过程;而换桶不当导致的气泡一般发生在一组密封胶刚开始使用或即将用完时。杭州防水门窗幕墙胶生产
- 浙江有机硅门窗幕墙胶供应商 2024-11-16
- 浙江耐候门窗幕墙胶厂家报价 2024-11-16
- 浙江本地门窗幕墙胶品牌排行榜 2024-11-16
- 门窗硅酮耐候密封胶 2024-11-16
- 建筑门窗幕墙胶供应商 2024-11-16
- 密封门窗胶 2024-11-16
- 凌志门窗幕墙胶供应商 2024-11-16
- 上海附近门窗幕墙胶销售价格 2024-11-16
- 有机硅门窗幕墙胶市场价 2024-11-16
- 杭州防水门窗幕墙胶价格 2024-11-16
- 江西附近门窗幕墙胶推荐货源 2024-11-16
- 江西附近门窗幕墙胶供应商 2024-11-15