
- 品牌
- oneslaser,一全光电
- 型号
- 大功率、不锈钢雕刻,陶瓷雕刻,木头切割,亚克力切割,铜皮切割
一全激光打标和激光雕刻模组有什么区别吗?激光打标:激光束作用于材料表面。激光打标或激光雕刻的共同点是,激光束是脉冲的,也就是说,激光系统会在特定时间间隔内输出一个脉冲。一台100W的激光器每秒能输出10万个脉冲。因此,可以计算出单脉冲的能量为1mJ,峰值功率可达10kW。要控制作用到材料上的激光能量,就要调节激光器的参数。在这类应用中,重要的参数是扫描速度和扫描间距,因为这两个参数决定了作用在材料上的相邻脉冲的间隔。相邻脉冲间隔越近,材料吸收的能量就越多。相比于激光雕刻,激光打标需要的能量比较小,因此扫描速度比较快。在决定选择激光雕刻还是激光打标工艺时,扫描速度是一个关键的决定性参数。激光雕刻模组的生产商都有哪些?北京实用激光雕刻模组应用
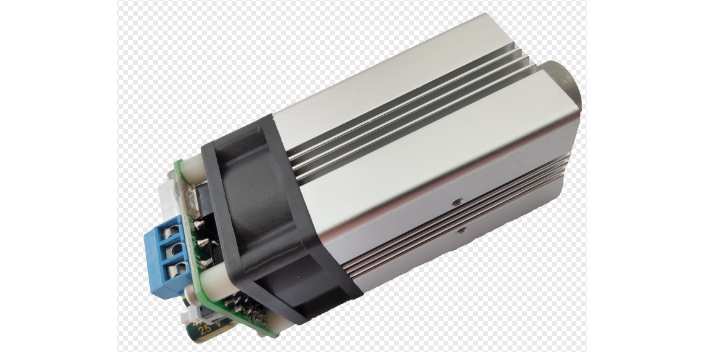
激光雕刻模组
激光显示光源是目前**的一种投影仪光源,它采用激光光源代替传统的灯泡光源,通过激光的方式进行图像的投影。相较于传统的灯泡光源,激光显示光源具有以下优势:高亮度和高对比度:激光光源可以提供更高的亮度和对比度,使投影画面更加清晰、明亮。长使用寿命:激光光源的寿命比传统灯泡长得多,可达到20000小时以上,减少了更换光源的次数,降低了投影机的维护成本。节能环保:激光显示光源耗电量更少,同时不会产生有害物质,比传统光源更加环保节能。更广的色域:激光光源的范围更广,可以呈现更多元化的色彩,使投影画面更加真实。激光显示光源适用于大型商业场合、**家庭娱乐、教育培训等领域。目前,激光显示光源的技术也在不断升级,如采用RGB三基色激光技术、多激光光源技术等,可以更好地提高色域和亮度表现。总之,激光显示光源以其优异的性能和可靠性成为了投影领域的一个重要发展方向。未来,随着激光显示技术的不断推广和普及,它将会在更多的领域得到应用。上海品质激光雕刻模组出厂价格激光雕刻模组内部结构是什么呢?

激光雕刻模组,搭配大面积散热槽,散热风扇,确保散热效果,延长了激光产品使用寿命的同时,提高了工作效率,功率足, 调焦方便精细 ,性价比高, DIY大功率雕刻机, 内置高效驱动,发热低,免除外接驱动盒,更方便安装使用,雕刻机大功率蓝光模组。紫外激光打标机系激光打标机系列,因此原理同激光打标机大同小异,都是用激光束在各种不同的物质表面打上长久的标记。打标的效应是通过短波长激光直接打断物质的分子链(不同于长波激光所产生的表层物质的蒸发露出深层物质)从而显出所需刻蚀的图案、文字。
一全激光雕刻模组激光焊接机适用材料应用主要用于碳钢,普通合金钢,不锈钢,不同钢材之间的激光焊接,不锈钢-低碳钢,416不锈钢-310不锈钢,347不锈钢-hastqlly镍合金,不同镍含量的双金属带,钛,镍,锡,铜,铝,铬,铌,金,银等多种金属及其合金,及钢,同种材料间的焊接。铜-镍,镍-钛,铜-钛,黄铜-铜,低碳钢-铜等多种异种金属间的焊接。手机电池,首钢,电子元件,传感器,钟表,精密机械,通信,工艺品等行业。杭州一全光电有限公司的激光雕刻模组属于蓝光模组,可应用于不锈钢雕刻,陶瓷雕刻,木头切割,亚克力切割,铜皮切割,氧化铝材雕刻打标等多种用途。此类型的激光雕刻模组可以帮助客户实现雕刻打标画图等等不同目的和用途,可非标按需定制。一全光电有限公司的激光雕刻模组属于蓝光模组。
蓝光激光雕刻模组,搭配大面积散热槽,散热风扇,确保散热效果,延长了激光产品使用寿命的同时,提高了工作效率,功率足, 调焦方便精细 ,性价比高, DIY大功率雕刻机, 内置高效驱动,发热低,免除外接驱动盒,更方便安装使用,雕刻机大功率蓝光模组。紫外激光打标机系激光打标机系列,因此原理同激光打标机大同小异,都是用激光束在各种不同的物质表面打上长久的标记。打标的效应是通过短波长激光直接打断物质的分子链(不同于长波激光所产生的表层物质的蒸发露出深层物质)从而显出所需刻蚀的图案、文字。蓝光激光雕刻模组采用半导体激光二极管作为泵浦源。天津智能化激光雕刻模组出厂价格
影响激光雕刻模组的要素是什么?北京实用激光雕刻模组应用
激光雕刻模组加工是以数控技术为基础,激光模组为加工媒介的雕刻技术。工作时利用高能量密度激光束,对工件表面进行局部照射,使表层材料迅速汽化或发生颜色变化,从而露出深层物质,或者导致表层物质的化学物理变化而刻出痕迹,或者通过光能烧掉部分物质,显出所需刻蚀的图形、文字。紫外激光打标设备,拥有激光设备的特性,可以在流水线上实现在线飞行打标的功能,针对薄质易碎物品的浅层标记如:光伏太阳能玻璃等。紫外激光打标机属于激光打标机系列中的一种产品,也是研发出来的一种激光加工技术,因传统的激光打标机采用的是激光是热加工技术,在精细度方面得到的提升空间具有限制性的发展,然而紫外激光打标机采用是一种冷加工,因此在精细度,热影响上面降到了比较低,是激光技术的一大飞跃。北京实用激光雕刻模组应用

一全激光打标和激光雕刻模组有什么区别吗?激光打标:激光束作用于材料表面。激光打标或激光雕刻的共同点是,激光束是脉冲的,也就是说,激光系统会在特定时间间隔内输出一个脉冲。一台100W的激光器每秒能输出10万个脉冲。因此,可以计算出单脉冲的能量为1mJ,峰值功率可达10kW。要控制作用到材料上的激光能量,就要调节激光器的参数。在这类应用中,重要的参数是扫描速度和扫描间距,因为这两个参数决定了作用在材料上的相邻脉冲的间隔。相邻脉冲间隔越近,材料吸收的能量就越多。相比于激光雕刻,激光打标需要的能量比较小,因此扫描速度比较快。在决定选择激光雕刻还是激光打标工艺时,扫描速度是一个关键的决定性参数。激光雕刻...
- 河南激光雕刻模组价格咨询 2024-11-16
- 激光雕刻模组直销价 2024-11-16
- 重庆怎么做激光雕刻模组应用 2024-11-16
- 山东实惠激光雕刻模组批发价 2024-11-16
- 安徽什么是激光雕刻模组哪个好 2024-11-16
- 江西实惠激光雕刻模组设计规定 2024-11-15
- 河南新型激光雕刻模组出厂价格 2024-11-15
- 河南品质激光雕刻模组哪个好 2024-11-15
- 福建品质激光雕刻模组直销价 2024-11-15
- 河北新型激光雕刻模组按需定制 2024-11-15



- 北京特殊激光雕刻模组按需定制 2024-11-15
- 湖北实惠激光雕刻模组厂家报价 2024-11-15
- 湖南怎么做激光雕刻模组按需定制 2024-11-15
- 陕西品质激光雕刻模组 2024-11-15
- 重庆质量激光雕刻模组设计规定 2024-11-15
- 吉林实用激光雕刻模组设计规定 2024-11-15





- 山东实惠激光雕刻模组批发价 11-16
- 江西实惠激光雕刻模组设计规定 11-15
- 河南新型激光雕刻模组出厂价格 11-15
- 河南品质激光雕刻模组哪个好 11-15
- 福建品质激光雕刻模组直销价 11-15
- 河北新型激光雕刻模组按需定制 11-15
- 吉林实惠蓝光激光器厂家报价 11-15
- 北京特种激光雕刻模组联系方式 11-15
- 浙江激光雕刻模组直销价 11-15
- 甘肃节能绿光激光器价格咨询 11-15