轮廓仪白光干涉的创始人:
迈尔尔逊
1852-1931
美国物理学家
曾从事光速的精密测量工作
迈克尔逊首倡用光波波长作为长度基准。
1881年,他发明了一种用以测量微小长度,折射率和光波波长的干涉仪,迈克尔逊干涉仪。
他和美国物理学家莫雷合作,进行了***的迈克尔逊-莫雷实验,否定了以太de 存在,为爱因斯坦建立狭义相对论奠定了基础。
由于创制了精密的光学仪器和利用这些仪器所完成光谱学和基本度量学研究,迈克尔逊于1907年获得诺贝尔物理学奖。 轮廓仪可用于蓝宝石抛光工艺表面粗糙度分析(粗抛与精抛比较)。氮化镓轮廓仪学校会用吗

filmOnline查film3D图像並与其互动.请参考我们新型光学轮廓仪!film3D使得光学轮廓测量更易负担***,表面粗糙度和表面形貌测量可以用比探针式轮廓仪成本更低的仪器来进行。film3D具有3倍於于其成本仪器的次纳米级垂直分辨率,film3D同样使用了现今比较高 分辨率之光学轮廓仪的测量技术包含白光干涉(WSI)及相移干涉(PSI)。索取技术资料索取报价这就是您需要的解析力Thefilm3D的直观软件包括表面粗糙度,形状和台阶高度的测量。在数秒内,您可以获得平面和曲面表面上测量所有常见的粗糙度参数。也可以选择拼接功能软件升级来组合多个影像以提供大面积测量。***!**的网路3D影像浏览/分析filmOnline可存储、共享、查看与分析来自您的光学轮廓仪或3D显微镜之3D影像。任何台式电脑,平板电脑或智能手机上都能查看和操作。享受***的图像分析功能,包括表面轮廓(粗糙度)和阶高 分析。其他轮廓仪列为选备的功能已经是我们的标准配备为什么需要额外支付每位使用者所需要的功能?每film3D都已标配自动化X/Y平台包含tip/tilt功能。以我们的阶高标准片建立标准每film3D配备了一个10微米阶高标准片,可达%准确度。另我们还提供具有100nm,2微米以及4微米等多阶高标准片。氮化镓轮廓仪学校会用吗在结构上,轮廓仪基本上都是台式的,而粗糙度仪以手持式的居多,当然也有台式的。
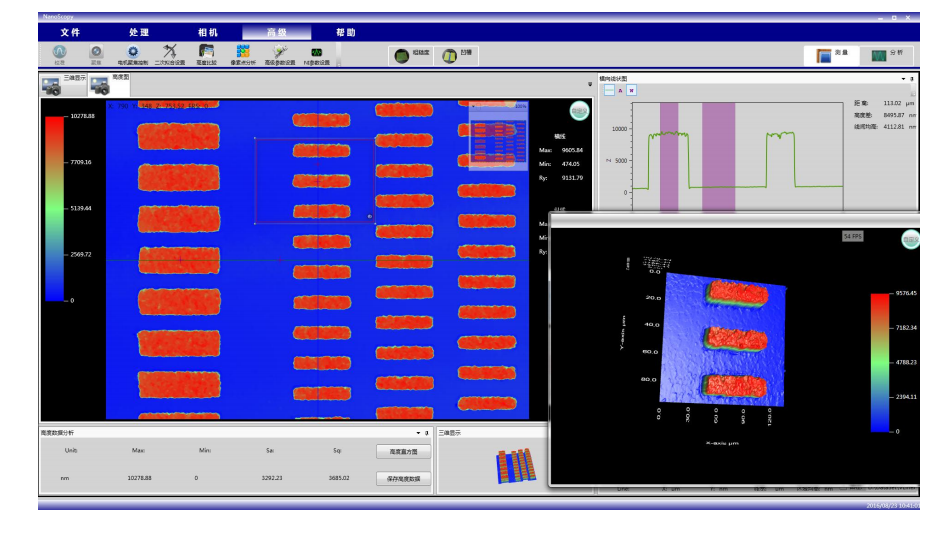
NanoX-系列产品PCB测量应用测试案例
测量种类
◼
基板A Sold Mask 3D形貌、尺寸
◼
基板A Sold Mask粗糙度
◼
基板A 绿油区域3D 形貌
◼
基板A 绿油区域 Pad 粗糙度
◼
基板A 绿油区域粗糙度
◼
基板A 绿油区域 pad宽度
◼
基板A Trace 3D形貌和尺寸
◼
基板B 背面 Pad
NanoX-8000 系统主要性能
▪ 菜单式系统设置,一键式操作,自动数据存储
▪ 一键式系统校准
▪ 支持连接MES系统,数据可导入SPC
▪ 具备异常报警,急停等功能,报警信息可储存
▪ MTBF ≥ 1500 hrs
▪ 产能 : 45s/点 (移动 + 聚焦 + 测量)(扫描范围 50um)
➢ 具备 Global alignment & Unit alignment
➢ 自动聚焦范围 : ± 0.3mm
➢ XY运动速度 **快
我们的轮廓仪有什么优势呢
世界先进水平的产品技术
合理的产品价格
24小时到现场的本地化售后服务
无偿产品技术培训和应用技术支持
个性化的应用软件服务支持
合理的保质期后产品服务
更佳的产品性价比和更优解决方案
非接触式轮廓仪(光学轮廓仪)是以白光干涉为原理制成的一款高精度微观形貌测量仪器,可测各类从超光滑到粗糙、低反射率到高反射率的物体表面,从纳米到微米级别工件的粗糙度、平整度、微观几何轮廓、曲率等。(本段来自网络) 轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围比较大可达10mm。

轮廓仪的主要客户群体
300mm集成电路技术封装生产线检测
集成电路工艺技术研发和产业化
国家重点实验室
高 效太阳能电池技术研发、产业化
MEMS技术研发和产业化
新型显示技术研发、产业化
超高精密表面工程技术
轮廓仪是一种两坐标测量仪器,仪器传感器相对被测工件表而作匀速滑行,传感器的触针感受到被测表而的几何变化,在X和Z方向分别采样,并转换成电信号,该电信号经放大和处理,再转换成数字信号储存在计算机系统的存储器中,计算机对原始表而轮廓进行数字滤波,分离掉表而粗糙度成分后再进行计算,测量结果为计算出的符介某种曲线的实际值及其离基准点的坐标,或放大的实际轮廓曲线,测量结果通过显示器输出,也可由打印机输出。(来自网络) 几何特征(关键孔径尺寸,曲率半径,特征区域的面积和集体,特征图形的位置和数量等)。氮化镓轮廓仪学校会用吗
白光干涉系统基于无限远显微镜系统,通过干涉物镜产生干涉条纹,使基本的光学显微镜系统变为白光干涉仪.氮化镓轮廓仪学校会用吗
我们应该如何正确使用轮廓仪?
一、准备工作
1.测量前准备。
2.开启电脑、打开机器电源开关、检查机器启动是否正常。
3.擦净工件被测表面。
二、测量
1.将测针正确、平稳、可靠地移动在工件被测表面上。
2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现
3.在仪器上设置所需的测量条件。
4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。
5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。
氮化镓轮廓仪学校会用吗



