全自动影像测量仪是人工智能技术型的非触碰当代光学测量仪器,移动桥式坐标测量机根据它的健身运动精密度和健身运动操纵能力,再协同软件开发的灵气,是现阶段比较前沿的电子光学测量设备。在许多行业都是有普遍的应用,下边小编陪你掌握有关全自动影像测量仪实际的应用范畴:1、PCB商品如IC板,模组线路板,LCM,BUL等;2、电子设备如检测座,双层陶瓷基板,感测器,电感器,电容器,电子元器件等;3、冲压模具商品如输电线架,电机变压器铁芯,金属材料钣金件,时钟零件,扭簧等;4、封裝元器件如TSOP,SOP,QFP,BGA等;5、精零件如铸模,数控刀片,机械零件等;6、橡塑料如O型环,照相机部件,射频连接器等;7、半导体材料如光罩,WAFER,系统软件芯片,圆晶,互补式金属材料空气氧化半导体材料影象感测器;8、电子光学通信零件如瓷器抛圈,光泽元器件,光学镜片等;9、,航空航天,高等学校,科研院所,计量院等。影像测量仪测量数据直接输入到AutoCAD中,成为完整的工程图;宣城影像测量仪售后

对于影像测量仪的使用各种手段的价值和服务成就了更多的发展与特色,这些根本的价值和生活的不同方式都会在更多的领域中去继续发展,对于我们而言生活的需要和需求的价值采取的使用方法都会在各种应用中去实现,在个中生活的需求和服务不同的手段和领域的范围都决定了高科技仪器的性质以及价值。二次元影像仪是应用放大作用,可作长度、角度、形状、表面等检验工作。属非接触式、二次元测量,尤其适合弹性、脆性材料的测量。除可利用照相、二次元坐标处理机、数字显示器、光眼读取数据或自动寻边器、打印机等接口设备,并可用与计算机联机以达迅速、确实及统计分析等优点。宣城影像测量仪售后上海茂鑫自动影像测量仪,设备优良,服务至上,品质保证.欢迎新老客户咨询。

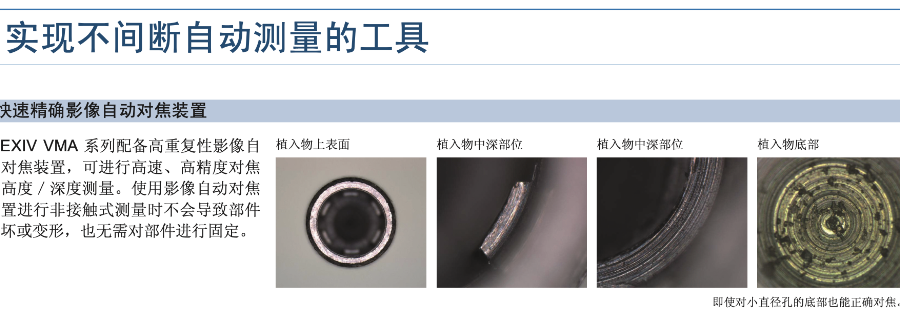
光源系统在影像测量仪中起着至关重要的作用,直接决定着一台影像仪性能的好坏、功能的强弱。好的光源系统可帮助影像测头获取清晰、锐利、均匀一致的正确图像,确保测量的精度与重复性。为实现对不同材质、不同形状、不同种类的工件提供有效的照明,完成复杂的测量任务,影像测量仪通常都会提供三种照明光源:表面光源、轮廓光源、同轴光源。表面光源为工件上表面的测量提供照明。好的表面光源,要能提供不同入射角度和不同入射方向的照明,确保不同的工件获得一致的照明效果。轮廓光源为工件外轮廓、通孔等测量提供照明。轮廓光源通常安装在影像测量仪的底座上,在工作时,图像上被工件阻挡部分成像为黑色,无阻挡部分为白色,帮助影像测头获得黑白分明、对比度高、边界清晰的工件图像。在轮廓光源照明下,仪器往往能达到比较高的测量精度。同轴光源沿着镜头光轴方向投射到工件表面,可为工件的高反射率表面和深孔部位的测量提供照明。
而成像歧变的探测误差则采用标准圆在仪器视场中完整成像,圆形影像直径占视场边长的约2/9,并且对影像在视场内9个点进行测量,计算其圆心坐标的变化。成像歧变的探测误差反映了成像光路造成的歧变、成像元件刻划不均匀造成的误差,坐标测量机运动误差等对测量结果造成的影响。由图知道,照明亮度、彗差和阈值等均会对测量结果产生影响。使用规定的参数测量同样大小的、颜色互补的2个圆,得到的直径差说明测量参数的影响。特定测量任务的示值误差:对于影像测量仪,同样需要校准长度测量示值误差。对于二维长度测量,使用的标准器是刻线尺。对于Z轴,使用量块。影像测量仪厂家上海茂鑫专注光学影像测量多年。

实际校准过程描述1:多点测量的探测误差将标准图形板安置在水平工作台上,采用轮廓光照明。镜头选择比较大放大倍数,以保证测量只能通过多个局部圆弧(规定采用15个局部圆弧)测量计算圆参数。以自动捕捉边缘点的方式获得比较好测量结果,取10次测量圆的状误差值。2:成像歧变的探测误差将标准图形板安置在水平工作台上,采用轮廓光照明。镜头选择比较大、小和中间放大倍数,选择合适的标准圆,使圆的像占视场的2/9,在9个位置测量圆的中心坐标,以单轴坐标变化的比较大值作为测量结果。3:照明影响的探测误差将标准图形板安置在水平工作台上,采用轮廓光照明。镜头选择比较大,小和中间放大倍数选择合适的标准圆,使圆的成像占视场的2/3,使用“整体提取圆"提取出圆的边沿,计算圆直径。4:二维长度测量示值误差校准使用玻璃刻线尺,在水平轴向和对角线方向各测量2个位置,再由用户任意指定一个位置,共7个位置进行校准测量。每个位置测量5个长度,每个长度测量3次,记录测量值和标准值的差,得到105个示值误差值。5:Z轴长度测量示值误差使用量块竖立在工作台上,利用表面光照明,采用自动聚焦的方式瞄准工作台和量块上表面,测量Z方向量块高度值,与名义值比较。[茂鑫]-自动影像测量仪供应商,技术服务者。影像测量仪供应
影像测量仪可以组合测量、中心点构造、交点构造,线构造、圆构造、角度构造;宣城影像测量仪售后
角度测量技巧一:直线采集尽量长。影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在~28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。如图1所示,理论角度为30度,采点偏差,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会大大减小。角度测量技巧二:回归直线偏差小。有很多检测人员反应,在测量角度时,重复精度很差,同一个人同样的方法,两次测量重复误差达到。很多影像测量软件,包括三坐标测量软件,直线采集都是默认为两点。对于一些比较规则,直线性较好的零件来说,不会引起太大误差,但对于直线性不好,毛刺较多的零件来说,两点采集直线的方法会带来很大的误差,且重复精度很差,这样的直线构成的角度,多次测量的重复性肯定不会好了。如果我们使用多点寻回归直线的方法来确定角度的两边。宣城影像测量仪售后