怎样使用内径千分尺测量?安装测量头:利用尺寸相对较大的接杆跟测微头进行连接,以减少连接后对应轴线弯曲。对于大尺寸的内径,可能需要进行接长处理,但需注意重力变形对测量结果的影响。放置测量头:将内径千分尺的测量头垂直放入工件的内孔中,确保测量头与工件内壁充分接触。在放置过程中,要注意选择好对应的支承位置,以减少测量误差。调整测量头:先转动粗调部分,使测量头与工件内壁快速接近。当测微螺杆快靠近被测物体时,应停止使用旋钮,而改用微调旋钮,避免产生过大的压力。继续调整微调部分,直到内部棘轮发出“咔、咔”声为止,表示测量头已与被测工件紧密贴合。锁定位置:顺时针转动锁紧螺母,使其与内径千分尺的测量面齐平。此时,内径千分尺的测量头将被锁定在工件的内孔中,保持测量状态的稳定。通过旋转内径千分尺的测微螺杆,可以实现对内径尺寸的精确调整和读数。河北棘轮内径千分尺型号

内径千分尺使用之后要妥善保存,先顺时针转动锁紧螺母,使其与内径千分尺的测量面分离。然后取出内径千分尺,完成测量。设备需要清洁保养,测量完毕后,应及时清洁内径千分尺的测量头和校准块,擦除污垢并涂上防锈油。将内径千分尺放入专门盒子中保存,避免阳光直射、防锈、防磁。通过以上步骤,可以确保内径千分尺的正确使用和测量结果的准确性。在使用过程中,还需注意保持测量面的清洁和避免超过量程范围的测量以延长工具的使用寿命。吉林数显内径千分尺型号在制造业和精密机械领域,三爪内径千分尺是不可或缺的检测工具之一。
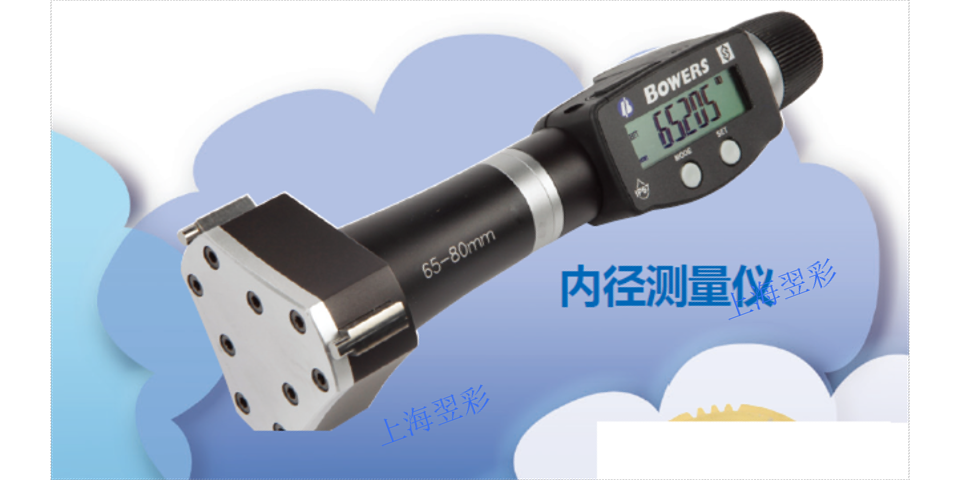
高精度:三爪式内径千分尺采用精密的螺旋副传动和三点定位测量法,确保了测量的高精度。其测量精度通常可达0.001mm或更高,满足了对内径尺寸精确测量的需求。操作简便:用户只需通过旋转微分筒即可实现内径的测量和微调,无需复杂的操作步骤。同时,数字化显示屏使得测量结果一目了然,无需进行复杂的计算和转换,提高了测量效率。稳定性好:在结构设计上,三爪式内径千分尺充分考虑了稳定性因素。其固定套筒和测量机构之间的配合紧密且稳固,能够在测量过程中保持稳定的测量状态,减少因振动或碰撞导致的测量误差。
外径千分尺和内径千分尺在精度上都有其高精确度,但直接比较哪个更精确并不是一个简单的问题,因为这取决于多种因素,包括测量条件、使用方法、仪器校准等。从一般情况来看,两者都能达到较高的测量精度,通常都能达到0.01毫米的精度,甚至部分高精度型号能达到更高的精度。然而,在实际应用中,由于测量对象和测量原理的不同,两者在精度要求和校正方法上可能存在细微差别。外径千分尺主要用于测量物体的外径尺寸,其结构相对简单,使用也较为方便。在测量过程中,主要关注测头与被测物体表面的接触情况和读数准确性。通过正确的使用方法和定期的校准,外径千分尺能够提供可靠的测量结果。内径千分尺则专门用于测量物体内部尺寸,特别是圆形工件的内径。由于测量过程中需要伸入被测孔内,因此其结构相对复杂,使用难度也较大。内径千分尺的精度受到多种因素的影响,如测头的支撑位置、重力变形、姿态测量误差等。因此,在使用内径千分尺时,需要更加注意操作细节和测量环境的控制。三爪内径千分尺配备了精密的螺旋测微机构,可以实现微米级的测量精度。

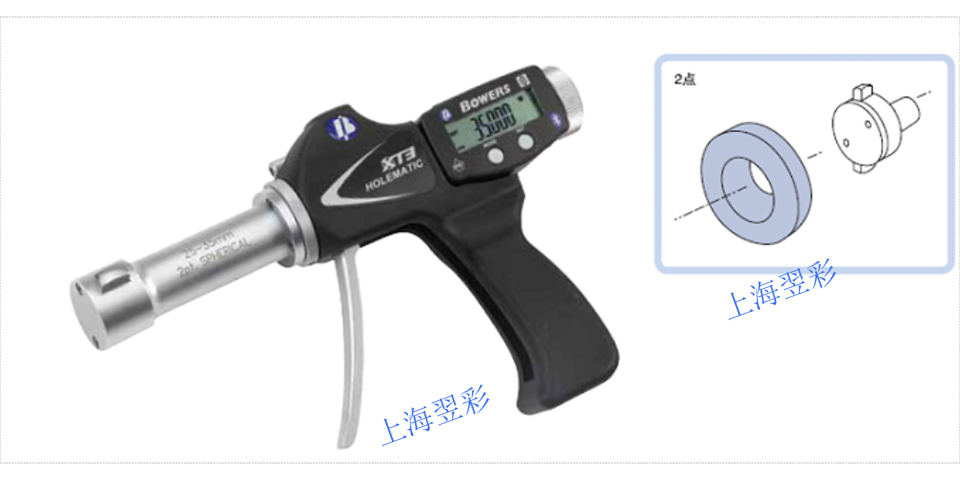
在测量之前,需要确保内径千分尺已经进行了归零校准,以确保测量结果的准确性。正确接触被测工件:在测量时,需要确保内径千分尺的测量头与被测工件的内壁充分接触,且接触位置正确,以避免测量误差。姿态测量问题:在读取数值时,需要注意姿态测量问题,即测量时与使用时的一致性。如果测量时姿态不正确,可能会导致读数不准确。支承位置要正确:对于大尺寸的内径千分尺,需要注意支承位置的选择,以减少重力变形对测量结果的影响。一般来说,支承位置应选择在(2/9)L处或在离端面200mm处,这样可以确保测量时变化量小。内径千分尺人工读数容易产生误差,所以推荐购买数显内径千分尺。宝禾三爪式内径千分尺具有微调功能,能够精细调整测量位置。陕西三爪内径千分尺哪家好
内径千分尺的读数系统清晰直观,便于用户快速准确地读取测量结果。河北棘轮内径千分尺型号
内径千分尺相比普通游标卡尺在多个方面展现出明显的优势,这些优势主要体现在测量精度、使用便捷性、适应性和专业性等方面。内径千分尺的优势在于其极高的测量精度。一般来说,内径千分尺的精度可以达到0.01mm甚至更高,如某些高级型号的三爪式数显内径千分尺,其精度可达0.001mm或更高。这种高精度源于其精密的测量机构和先进的数字化显示技术,能够准确反映被测内径的实际尺寸。相比之下,普通游标卡尺虽然也能达到一定的测量精度,但通常只能达到0.02mm或0.05mm的精度水平,难以满足对测量精度要求极高的场合。河北棘轮内径千分尺型号