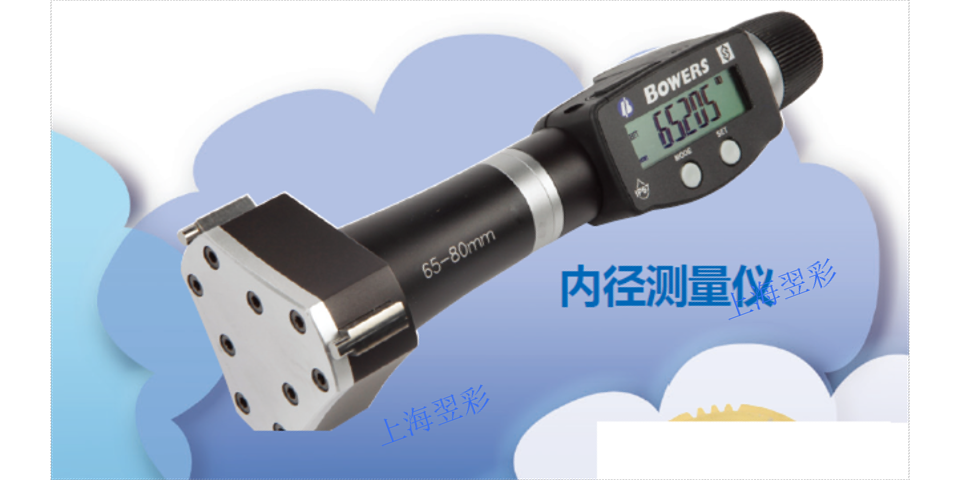
正确测量方法:测量时应使用尺寸较大的接杆与测微头连接,依次顺接到测量触头,以减少连接后的轴线弯曲。测量时,将测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出小尺寸。然后拧紧固定螺钉取出并读数。内径千分尺测量时支承位置要正确,以保证刚性。在中国国家标准中规定了内径尺的支承点位置,以确保测量时的变化量小23。宝禾XT系列机械内径千分尺是车间精确测量孔径的经济解决方案。这些先进的两点或三点式量规拥有延长机械行程,所以现在无需交换测砧。应用范围广,2-300 mm,结构坚固,并且刻度易于读取,确保了准确性和易用性。XT测头和环规均通过了UKAS认证。数显三爪千分尺,内径测量更简便易行。贵州机械内径千分尺价格
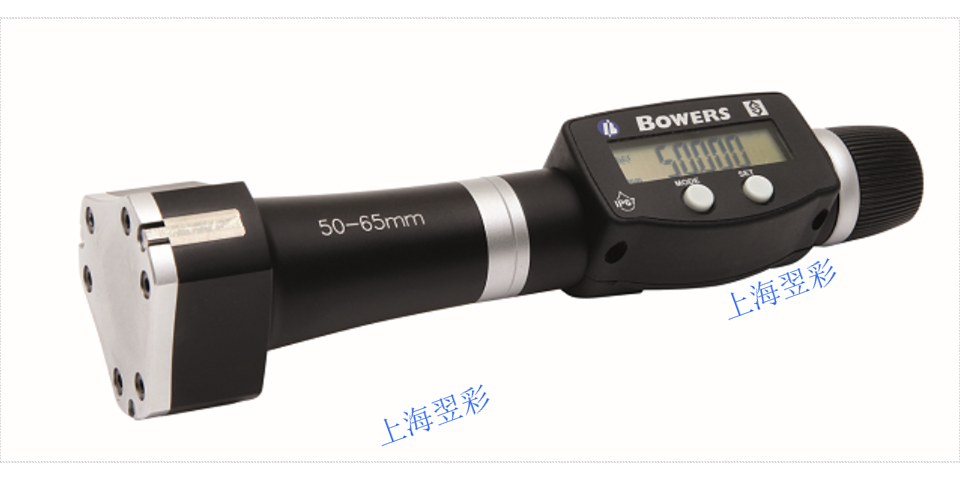
外径千分尺和内径千分尺的精度均能达到较高的水平,一般都能达到0.01毫米甚至更高。然而,由于测量对象和测量原理的不同,两者在精度要求和校正方法上可能存在细微差别。外径千分尺在测量外部尺寸时更注重直线度和平行度的校正;而内径千分尺在测量内部尺寸时则需考虑支承位置对重力变形的影响以及姿态测量误差等问题。Bowers XT螺纹内径千分尺具有非常强的适应性。只要你拥有我们的式内径千分尺,你就可以连接使用多种测头,以得到快速高效可被记录的测量结果。无需多个螺纹塞规,从而降低了年度校准成本。青海电子内径千分尺用途内径千分尺的使用说明书是了解产品性能和操作规范的重要参考资料。

内径千分尺的读数方法是一个相对精确且需要细致观察的过程,读取主尺上的整毫米数值:内径千分尺的主尺上通常有毫米(mm)刻度,首先读取主尺上与测量面相对应的整毫米数值。这是测量结果的主要部分。观察微分筒上的刻线:主尺旁边有一个带刻度的圆柱形微分筒,微分筒上有50个等分格,每转动一圈相当于0.5毫米。在测量时,微分筒会随着测量头的移动而转动,通过观察微分筒上的刻线对准固定基准线(如主尺上的某一刻度线)的位置,可以读出小数部分的毫米值。确定小数部分:通常每个小格0.01毫米,因此需要根据微分筒上刻线的位置来确定小数部分的数值。例如,如果微分筒上的刻线对准了第35个小格,那么小数部分就是0.35毫米。将主尺读数与微分筒读数相加:将主尺上读取的整毫米数值与微分筒上读取的小数部分毫米值相加,得到的就是被测孔径的总尺寸。例如,如果主尺读数为45毫米,微分筒读数为0.35毫米,那么被测孔径的尺寸就是45.35毫米。
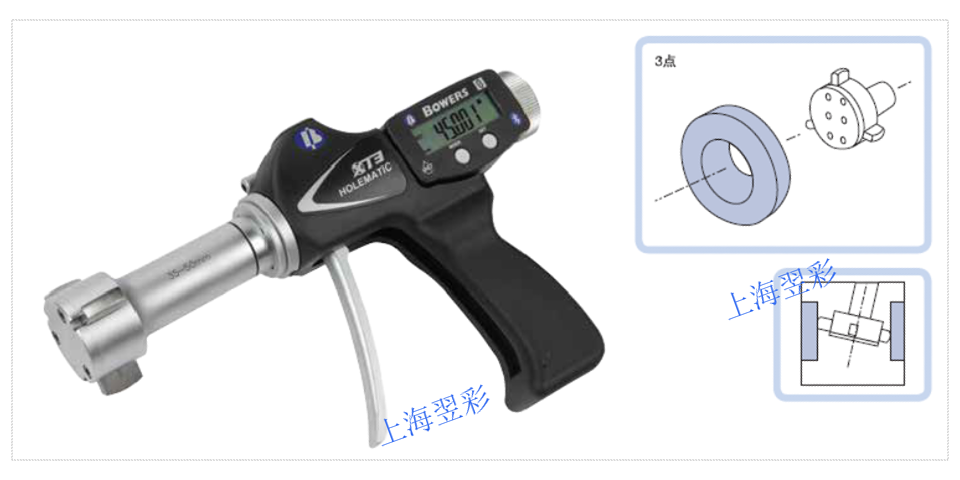
三爪式内径千分尺的测量原理主要基于螺旋副传动和三点定位测量法。螺旋副传动:三爪式内径千分尺通过旋转微分筒(或称为测微螺杆),带动连接杆和量杆作旋转运动。量杆的一端与连接杆通过螺纹连接,另一端则设计为方形圆锥螺纹,与三个可伸缩的量爪相互啮合。当微分筒旋转时,量爪在量杆与扭簧的作用下,沿径向作直线移动,从而实现内径的测量。三点定位测量法:三爪式内径千分尺的测头由三个可伸缩的量爪组成,这三个量爪在测量时与被测内径的孔壁形成三点接触。由于三点确定一个平面,这种测量方式能够更准确地反映被测内径的实际尺寸,减少因单点或两点测量可能带来的误差。数显三爪千分尺,内径测量更智能高效。
在进行测量前,首先检查内径千分尺的计量合格证是否有效,并观察外观是否有锈蚀、磨损等影响测量的缺陷。同时,确保各部件转动灵活,无卡阻现象。进行校零操作,将校准块的中心孔垂直放入测量头中,通过旋转粗调和微调部分,使测量头与校准块接触并发出“咔、咔”声,此时副尺的0刻度线应对准主尺的某一固定刻度(如5mm),完成校零。将清洁干净的被测工件垂直放入测量头中,同样通过旋转粗调和微调部分,使测量头与被测内径接触并发出“咔、咔”声,此时读取主尺和副尺上的刻度值,相加后得到被测内径的尺寸。数显三爪内径千分尺,测量精度超乎想象。四川机械内径千分尺用途
数显三爪千分尺,内径测量更便捷高效。贵州机械内径千分尺价格
在测量之前,需要确保内径千分尺已经进行了归零校准,以确保测量结果的准确性。正确接触被测工件:在测量时,需要确保内径千分尺的测量头与被测工件的内壁充分接触,且接触位置正确,以避免测量误差。姿态测量问题:在读取数值时,需要注意姿态测量问题,即测量时与使用时的一致性。如果测量时姿态不正确,可能会导致读数不准确。支承位置要正确:对于大尺寸的内径千分尺,需要注意支承位置的选择,以减少重力变形对测量结果的影响。一般来说,支承位置应选择在(2/9)L处或在离端面200mm处,这样可以确保测量时变化量小。内径千分尺人工读数容易产生误差,所以推荐购买数显内径千分尺。贵州机械内径千分尺价格