轮廓仪的自动拼接功能:条件:被测区域明显大于视场的区域,使用自动图片拼接。需要点击自动拼接,轮廓仪会把移动路径上的拍图自动拼接起来。软件会自适应计算路径上移动的偏差,自动消除移动中偏差,减小误差。但是误差是一定存在的。白光轮廓仪的典型应用:对各种产品,不见和材料表面的平面度,粗糙度,波温度,面型轮廓,表面缺陷,磨损情况,腐蚀情况,孔隙间隙,台阶高度,完全变形情况,加工情况等表面形貌特征进行测量和分析。轮廓仪广泛应用于集成电路制造、MEMS、航空航天、精密加 工、表面工程技术、材料、太阳能电池技术等领域。研究所轮廓仪美元价格
NanoX-80003D轮廓测量主要技术参数3D测量主要技术指标(1):测量模式:PSI+VSI+CSIZ轴测量范围:大行程PZT扫描(300um标配/500um选配)10mm精密电机拓展扫描CCD相机:1920x1200高速相机(标配)干涉物镜:(标配),20X,50X,100X(NIKON)物镜切换:5孔电动鼻切换FOV:1100x700um(10X物镜),220x140um(50X物镜)Z轴聚焦:高精密直线平台自动聚焦照明系统:高效长寿白光LED+滤色镜片电动切换(绿色/蓝色)倾斜调节:±5°电动调节横向分辨率:≥μm(与所配物镜有关)3D测量主要技术指标(2):垂直扫描速度:PSI:<10s,VSI/CSI:<38um/s高度测量范围:–10mm表面反射率:>(1σ)台阶高重复性:(1σ)VSI/CSI:垂直分辨率<(1σ,10um台阶高)。实验室轮廓仪推荐厂家轮廓仪可用于高精密材料表面缺 陷超精密表面缺 陷分析,核探测。

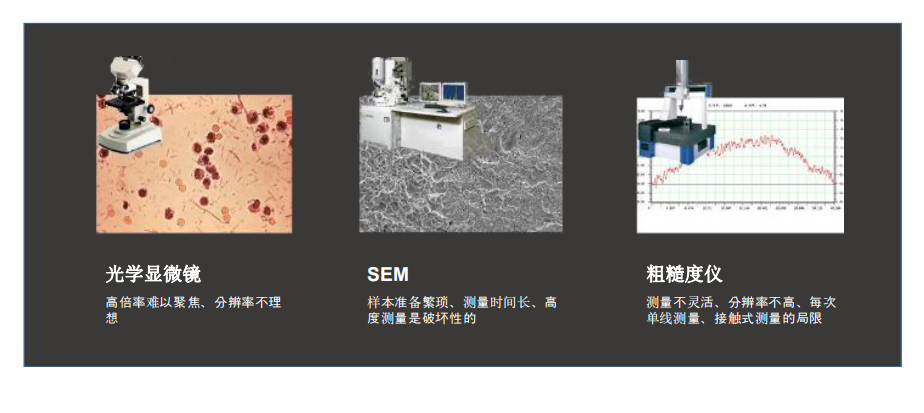
轮廓仪、粗糙度仪、三坐标的区别:关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。但是,轮廓仪和粗糙度仪关系其实挺密切,现在有一种仪器叫做粗糙度轮廓测量一体机,就是在轮廓仪上加装了粗糙度测量模块,这样既可以测量轮廓尺寸,又可以测量粗糙度,市场上典型产品就是中图仪器的SJ5701粗糙度轮廓仪。在结构上,轮廓仪基本上都是台式的,而粗糙度仪以手持式的居多,当然也有台式的。
轮廓仪对所测样品的尺寸有何要求?答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围蕞大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;4.测量的蕞小尺寸是否可以达到12mm,或者能够测到更小的尺寸?如果需要了解更多,请访问官网。具备异常报警,急停等功能,报警信息可储存。

轮廓仪对所测样品的尺寸有何要求?答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围蕞大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;4.测量的蕞小尺寸是否可以达到12mm,或者能够测到更小的尺寸?如果需要了解更多,请访问岱美仪器的官网。NanoX-8000 Z 轴聚焦:100mm行程自动聚焦,0.1um移动步进。干涉测量轮廓仪报价
一般三坐标精度都在2-3um左右。研究所轮廓仪美元价格
如何正确使用轮廓仪准备工作1.测量前准备。2.开启电脑、打开机器电源开关、检查机器启动是否正常。3.擦净工件被测表面。测量1.将测针正确、平稳、可靠地移动在工件被测表面上。2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现3.在仪器上设置所需的测量条件。4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。轮廓的角度处理:角度处理:两直线夹角、直线与Y轴夹角、直线与X轴夹角点线处理:两直线交点、交点到直线距离、交点到交点距离、交点到圆心距离、交点到点距离圆处理:圆心距离、圆心到直线的距离、交点到圆心的距离、直线到切点的距离线处理:直线度、凸度、LG凸度、对数曲线研究所轮廓仪美元价格


