- 品牌
- 无锡欧驰
- 型号
- 200mm
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 配送方式
- 物流/快递
磨抛耗材,就金相样品的金相砂纸研磨方案而言,都没有统一的标准或规范,不同的材料,不同的检验分析目的决定了对样品研磨的不同要求,所以这里给大家的方案提供一个选择方法,供大家参考!静电植砂生产工艺金相用砂纸以精选的、粒度均匀的、磨削效果比较好的碳化硅磨粒为磨料,采用静电植砂工艺制造出的金相用耐水砂纸,具有磨粒分布均匀、磨削锋利、经久耐用等特点。磨除速度快样品磨除速度快,变形层浅,对硬度或较硬材料效果尤为明显,所有粗磨和精磨工序均可实现水磨化,彻底根除了用普通金相砂纸时样品被磨糊等弊端。进口乳胶纸基采用进口加厚乳胶纸基,比传统砂纸更加耐水,可反复使用,提高了砂纸的使用寿命。带粘胶设计提供背面带粘胶设计,解决砂纸遇水边缘卷起的问题,可快速方便的装上、取下的。磨抛材料,防粘盘为自粘性表面,适用于承载各种自粘式砂纸及抛光织物,使用不会留下任何粘胶痕迹。河北磁性盘磨抛耗材价格多少

磨抛耗材,金刚石喷雾抛光剂,是由金刚石微粉组成的,根据研磨的精细的程度,金刚石的粒度有大有小。粒度一般都是用微米来表示,粒度约小,越适合精抛,粒度约大,越适合粗抛。金刚石喷雾抛光剂配合金相抛光润滑冷却液使用,可以使样品的抛光效果则更加完美。金刚石喷雾抛光剂使用方法:使用前将抛光织物用清水湿透,避免摩擦发热;启动抛光盘后将抛光剂轻摇后倒置喷出;喷洒抛光剂时,应以抛光盘中心为圆心沿半径方向喷出,3-5秒即可。新织物喷洒时间应相应延长,以使织物有更好的磨抛能力;抛光过程中不断加入适量的清水即可。 嘉兴进口乳胶砂纸磨抛耗材生产厂家光学镜片的加工依赖高精度磨抛耗材,确保清晰无瑕疵的视觉体验。

磨抛耗材,金相磨抛机有机械力的作用,会不可避免地产生金属变形层,使金属扰乱层加厚,出现伪组织。而电解抛光是利用电解腐蚀方法,以试样表面作为阳极,逐渐使凹凸不平的磨面溶解成光滑平整的表面。因无机械力作用,故无变形层,亦无金属扰乱层,能显示材料的真实组织,并兼有浸蚀作用。适用于硬度较低的单项合金、容易产生塑性变形而引起加工硬化的金属材料,如奥氏体不锈钢、高锰钢、有色金属和易剥落硬质点的合金等试样抛光。
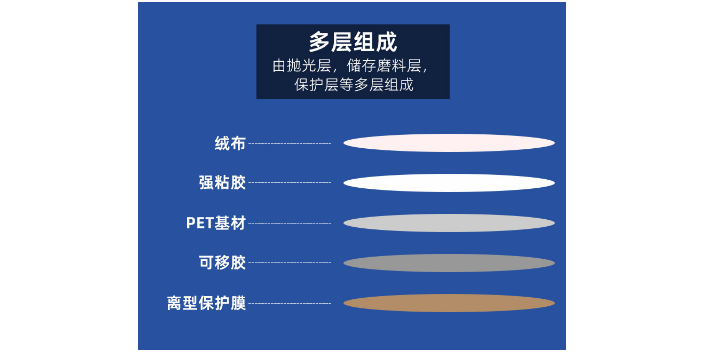
磨抛耗材,铸铁及非金属夹杂物试样的抛光铸铁中的石墨及金属中的非金属夹杂物,在抛制中极易拖尾、扩大和剥落,因此多采用手工细磨,磨制时应加肥皂作润滑剂;亦可用蜡盘代替手工细磨,但必须选用短纤维抛光布,如尼龙,涤纶布,丝绸等。抛光时应不断转动试样,以防单向拖尾,还应尽量缩短磨抛时间。对铸铁试样,因表面易产生麻点、斑痕和氧化,可在抛光盘上加入微量铬酸酐,可加入防氧化溶液,并用防氧化溶液清洗试样。防氧化溶液配方如下:亚硝酸钠/0.010~0.015kg,苏打灰(200℃焙烧的Na2CO3)/0.003kg,蒸馏水/1000ml。磨抛耗材,金相抛光织物比较重要的一层是真正用于抛光的抛光织物层。
磨抛耗材,金刚石研磨悬浮抛光液不仅适用于金相和岩相的研磨、抛光,还适用于各种黑色和有色金属、陶瓷、复合材料以及宝石、仪表、光学玻璃等产品的高光洁度表面的研磨及抛光。金刚石悬浮液中含一定剂量的冷却润滑组分,实现了金刚石经久耐磨的磨抛力与冷却、润滑等关键性能有效结合,完全降低了磨抛过程产生热损伤的可能性,保证了样品表面的光洁度和平整度。使用方法:使用前将抛光织物用清水湿透,避免摩擦发热;启动抛光盘后将抛光剂轻摇后倒置喷出;喷洒抛光剂时,应以抛光盘中心为圆心沿半径方向喷出,3-5秒即可。新织物喷洒时间应相应延长,以使织物有更好的磨抛能力;抛光过程中不断加入适量的清水即可。金属制品的抛光,磨抛耗材的颗粒大小是关键,细腻的颗粒更出色。昆山金相砂纸磨抛耗材厂家批发
玻璃制品的磨抛,特殊的磨料和抛光液能呈现出晶莹剔透的效果。河北磁性盘磨抛耗材价格多少
磨抛耗材,金刚石抛光剂使用方法: 应用前将抛光织物用净水湿透,避免发热; 启动抛光盘后将金刚石喷雾抛光剂轻摇后倒置喷出; 喷洒金刚石喷雾抛光剂时,应以抛光盘中心为圆心沿半径方向喷出,3-5秒即可。新织物喷洒时间应响应延伸,以使织物有更好的磨抛能力; 抛光过程中接续进入适量的净水即可。有单晶的和多晶的。 金刚石研磨抛光产品其粒度构成高于国度规范GB6966的粒度局限要求,从而使颗粒尺寸与名义尺寸高度一致。它接纳的金刚石微粉均是经过特别严格分级的、特殊的高质量多晶微粉,其颗粒形状呈等积形。河北磁性盘磨抛耗材价格多少
磨抛耗材,随着金相制样技术水平的不断提高,越来越多的金相样品都采用自动研磨抛光方式,然而手工研磨技术作为制样技术的基础仍在教学中广泛应用,以及在特殊工作条件下仍在沿用,并且一直沿用许多年前建立的程序。其中主要的一道工序就是采用金相砂纸作为研磨介质,将样品切割截面的划痕和损伤层去除。那么,如何使用金相砂纸进行手工研磨抛光金相样品呢?研磨抛光压力:样品在金相砂纸上研磨抛光过程中,该如何把握压力呢?这的确是个问题,不同的操作者,不同的熟练程度,以及操作者的习惯,都是给样品施加压力的因素,这里也不能给出量化的标准,只能是根据经验来给被研磨样品施加合适的压力,通常,不论压力大还是小,基本原则是保持固定压...
- 湖南乳胶砂纸磨抛耗材品牌好 2024-08-22
- 昆山金刚石抛光剂磨抛耗材生产厂家 2024-08-22
- 浙江金相抛光帆布磨抛耗材哪个牌子好 2024-08-21
- 湖北氧化铝抛光液磨抛耗材按钮操作 2024-08-21
- 宁波金刚石抛光剂磨抛耗材操作简单 2024-08-21
- 江苏氧化铝砂纸磨抛耗材制造厂商 2024-08-21
- 河北磁性盘磨抛耗材价格多少 2024-08-21
- 湖南金相砂纸磨抛耗材多少钱一台 2024-01-18
- 宁波二氧化硅抛光液磨抛耗材性价比高 2024-01-17
- 深圳金相抛光剂磨抛耗材 2024-01-17

- 金相抛光高分子磨抛耗材多少钱一台 2023-12-06
- 浙江金相抛光醋酸布磨抛耗材品牌好 2023-12-06
- 北京金刚石喷雾研磨抛光剂磨抛耗材厂家 2023-12-06
- 宁波金相抛光润滑冷却液磨抛耗材品牌好 2023-12-06
- 重庆氧化铝砂纸磨抛耗材按钮操作 2023-12-06
- 上海进口乳胶砂纸磨抛耗材品牌有哪些 2023-12-06






- 贵州磨抛机抛光用金刚石抛光液厂家批发 12-23
- 辽宁包埋树脂冷镶嵌树脂生产厂家 12-23
- 北京胶木粉热镶嵌树脂生产厂家 12-23
- 北京金相镶嵌模品牌好 12-23
- 江苏丝绒抛光布金相抛光布源头厂家 12-23
- 无锡电解抛光机电解抛光腐蚀仪厂家直销 12-23
- 广东磨抛机抛光用金相抛光布制造厂商 12-23
- 湖南酸碱中和酸雾中和处理通风系统厂家直销 12-23
- 湖南双工位金相镶嵌机什么材质 12-23
- 辽宁树脂金相切割片源头厂家 12-23