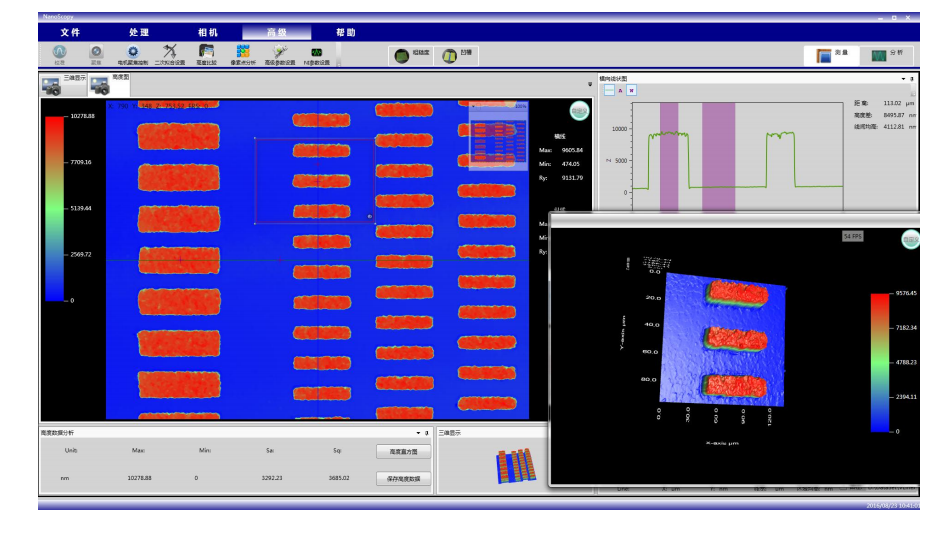
如何正确使用轮廓仪准备工作1.测量前准备。2.开启电脑、打开机器电源开关、检查机器启动是否正常。3.擦净工件被测表面。测量1.将测针正确、平稳、可靠地移动在工件被测表面上。2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现3.在仪器上设置所需的测量条件。4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。轮廓的角度处理:角度处理:两直线夹角、直线与Y轴夹角、直线与X轴夹角点线处理:两直线交点、交点到直线距离、交点到交点距离、交点到圆心距离、交点到点距离圆处理:圆心距离、圆心到直线的距离、交点到圆心的距离、直线到切点的距离线处理:直线度、凸度、LG凸度、对数曲线粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量。轮廓仪自动化测量
轮廓仪的物镜知多少?白光干涉轮廓仪是基于白光干涉原理,以三维非接触时方法测量分析样片表面形貌的关键参数和尺寸,典型结果包括:表面形貌(粗糙度,平面度,平行度,台阶高度,锥角等)几何特征(关键孔径尺寸,曲率半径,特征区域的面积和集体,特征图形的位置和数量等)白光干涉系统基于无限远显微镜系统,通过干涉物镜产生干涉条纹,使基本的光学显微镜系统变为白光干涉仪。因此物镜是轮廓仪蕞河心的部件,物镜的选择根据功能和检测的精度提出需求,为了满足各种精度的需求,需要提供各种物镜,例如标配的10×,还有2.5×,5×,20×,50×,100×,可选。不同的镜头价格会有很大的差别,因此需要量力根据需求选配对应的镜头哦。三维轮廓仪供应商家通过收集多个点的数据,轮廓仪可以生成物体的三维轮廓图或曲线图。
轮廓仪对所测样品的尺寸有何要求?答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围蕞大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;4.测量的蕞小尺寸是否可以达到12mm,或者能够测到更小的尺寸?如果需要了解更多,还请访问岱美仪器的官网。
满足您需求的轮廓仪使用范围广:兼容多种测量和观察需求保护性:非接触式光学轮廓仪耐用性更强,使用无损可操作性:一键式操作,操作更简单,更方便智能性:特殊形状能够只能计算特征参数个性化:定制化客户报告模式更好用户体验:迅捷的售后服务,个性化应用软件支持1.精度高,寿命长---采用超高精度气浮导轨作为直线测量基准,具有稳定性好、承载大、勇不磨损等优点,达到国内同类产品较高精度。2.高精度光栅尺及进口采集卡---保证数据采样分辨率,准确度高,稳定性好。(网络)反射光通过MPD的珍孔减小到聚焦的部分落在CCD相机上。

轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器在汽车制造和铁路行业的应用十分广范。(来自网络)先进的轮廓仪集成模块60年世界水平半导体检测技术研发和产业化经验所有的关键硬件采用美国、德国、日本等PI,纳米移动平台及控制Nikon,干涉物镜NI,信号控制板和Labview64控制软件TMC隔震平台世界先进水平的计算机软硬件技术平台VS2012/64位,.NET/C#/WPFIntelXeon计算机,轮廓仪是一种重要的测量工具,可以帮助企业提高产品质量和生产效率。粗糙度仪轮廓仪代理商
NanoX-8000隔振系统:集成气浮隔振 + 大理石基石。轮廓仪自动化测量
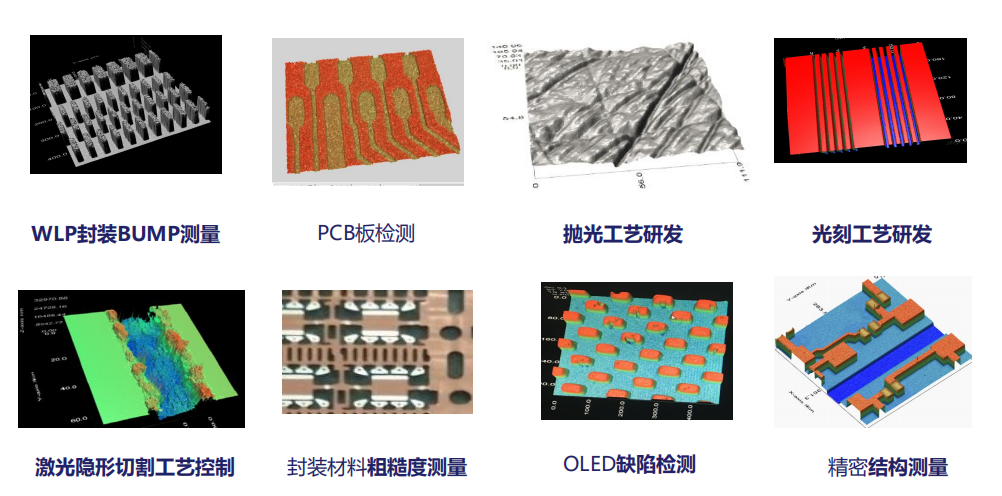
NanoX-2000/3000系列3D光学干涉轮廓仪建立在移相干涉测量(PSI)、白光垂直扫描干涉测量(VSI)和单色光垂直扫描干涉测量(CSI)等技术的基础上,以其纳米级测量准确度和重复性(稳定性)定量地反映出被测件的表面粗糙度、表面轮廓、台阶高度、关键部位的尺寸及其形貌特征等。广泛应用于集成电路制造、MEMS、航空航天、精密加工、表面工程技术、材料、太阳能电池技术等领域。使用范围广:兼容多种测量和观察需求保护性:非接触式光学轮廓仪耐用性更强,使用无损可操作性:一键式操作,操作更简单,更方便轮廓仪自动化测量


