- 品牌
- 无锡欧驰
- 型号
- 200mm
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 配送方式
- 物流/快递
磨抛耗材,金刚石抛光剂使用方法: 应用前将抛光织物用净水湿透,避免发热; 启动抛光盘后将金刚石喷雾抛光剂轻摇后倒置喷出; 喷洒金刚石喷雾抛光剂时,应以抛光盘中心为圆心沿半径方向喷出,3-5秒即可。新织物喷洒时间应响应延伸,以使织物有更好的磨抛能力; 抛光过程中接续进入适量的净水即可。有单晶的和多晶的。 金刚石研磨抛光产品其粒度构成高于国度规范GB6966的粒度局限要求,从而使颗粒尺寸与名义尺寸高度一致。它接纳的金刚石微粉均是经过特别严格分级的、特殊的高质量多晶微粉,其颗粒形状呈等积形。磨抛材料,多晶金刚石悬浮液可以为后续精密抛光加工提供了良好的条件。苏州氧化铝砂纸磨抛耗材品牌有哪些

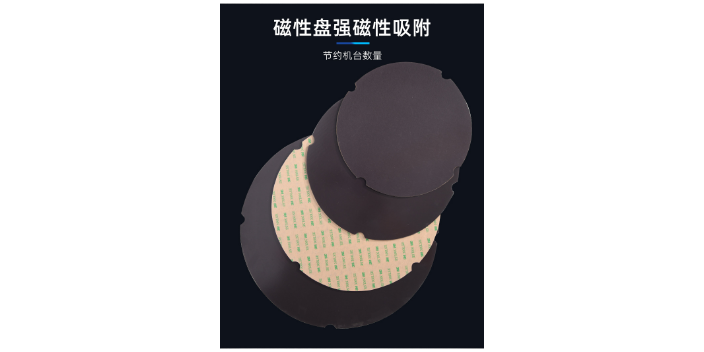
磨抛耗材,金刚石悬浮研磨抛光液与咱们常看到的防冻液、润滑油相同都是以液体的方式存在的。具有杰出的去油污、防锈,清洁等功能,并能使金属制品超越原有的光泽。本产品功能稳定、无毒,对环境无污染等效果,许多当地都需求有它的协助跟平滑。像咱们往常看到的精细五金加工制作行业,精细光学电子仪器行业,触控平板玻璃行业,蓝宝石精细元器件行业,磁体资料,半导体硅晶片,陶瓷等等都用的上。金刚石研磨抛光液既能提高磨削效率,又能将磨削过程中发生的很多热量快速排走,然后防止工件外表被烧伤。所以咱们看到电子产品、陶瓷润华外表都是它的效果。湖北金相抛光粉磨抛耗材品牌有哪些磨抛材料,磁性盘能快速方便吸附在常规托盘上,可无故障吸住所有带金属底盘的预磨盘和抛光布轮。

磨抛耗材,抛光原理抛光时由抛光微粉与磨面间的相对机械作用而使磨面抛光,其主要作用有:磨削作用抛光微粉嵌入抛光布间隙中,暂时被织物纤维所固定,露出部分刃口,在抛光时产生切削作用。滚压作用当抛光盘旋转时,暂时被固定的抛光微粉极易脱出或飞出盘外,这些脱出的抛光微粉在抛光织物和磨面间滚动,对磨面产生机械滚压作用,使表面凸起的金属移向凹陷处,造成高度变形污染区。滚压作用越强,变形区厚度越大,金属扰乱层也愈厚,易行成伪组织。
磨抛耗材,金相砂纸主要应用于各大企业,院校,研究机构的物理实验室,做各类型材料的破坏性金相分析研磨。金相砂纸就是干砂纸,是在进行磨光时使用的;而水砂纸就是在清水的冲洗下进行磨光,一般是在磨光机上使用。该款金相砂纸表面拥有的特殊材质可轻柔地去除材料并提供的表面光洁度,所以任何特殊材料的研磨自然也不在话下。金相砂纸是做金相分析用的砂纸,另砂纸的分类有干磨和耐水之分,普通粘结剂和树脂粘结剂之分,棕刚玉,白刚玉,碳化硅,锆刚玉等磨料之分。金相砂纸以精选的、粒度均匀的、磨削效果的碳化硅磨粒为磨料,采用静电植砂工艺制造出的金相耐水砂纸,具有磨粒分布均匀、磨削锋利、经久耐用的特点。磨抛材料,二氧化硅抛光液,是以高纯度硅粉为原料,经特殊工艺生产的一种高纯度低金属离子型抛光产品。
磨抛耗材,抛光原理抛光时由抛光微粉与磨面间的相对机械作用而使磨面抛光,其主要作用有:抛光时应力求减少变形区,可采用粗抛和精抛两步抛光法,尽量减轻抛光压力或用抛光浸蚀交替法,一般交替进行三、四次即可消除或减少金属扰乱层,显示出金属的真实组织。对于抛光不良的中碳钢退火后的显微组织,除少数铁素体外,其余颇似“索氏体”,经反复抛光浸蚀后,假象消除,才能显示出真实组织。抛光微粉抛光微粉(抛光粉)是颗粒极细的磨料的,其粒度有W7,W5、W3.0,W2.0,W1.5,W1.0,W0.5等。磨抛耗材,氧化铝悬浮研磨抛光液,适用于宝石、仪表、光学玻璃等产品的高光洁度表面的研磨及抛光。湖北金相抛光粉磨抛耗材品牌有哪些
磨抛耗材,金相砂纸是采用上好的乳胶纸以静电植砂工艺制造出的。苏州氧化铝砂纸磨抛耗材品牌有哪些
磨抛耗材,氧化镁:为白色粉末,硬度较低,但颗粒细,在使用中破碎后仍持尖锐外形,故磨削作用强,适用于较软的有色金属及其合金的抛光和精抛。亦用于抛光检验非金属夹杂物和石墨的试样。由于氧化镁极易吸水变成氢氧化镁,当空气中有二氧化碳时,能形成碳酸镁。碳酸镁颗粒粗而硬度低,无抛光作用。故在使用中比较好将氧化镁微粉直接洒在抛光布上,再滴上蒸馏水调成糊状抛光。若用15%悬浮液时,须用蒸馏水调制,不能存放,抛光结束后应立即刷洗抛光盘,并把抛光布浸入2%盐酸水溶液中2-3h,使残留氧化镁和已结块的碳酸镁与盐酸作用形成可溶于水的氧化镁,使抛光布回复柔软,利于继续使用。苏州氧化铝砂纸磨抛耗材品牌有哪些
磨抛耗材,随着金相制样技术水平的不断提高,越来越多的金相样品都采用自动研磨抛光方式,然而手工研磨技术作为制样技术的基础仍在教学中广泛应用,以及在特殊工作条件下仍在沿用,并且一直沿用许多年前建立的程序。其中主要的一道工序就是采用金相砂纸作为研磨介质,将样品切割截面的划痕和损伤层去除。那么,如何使用金相砂纸进行手工研磨抛光金相样品呢?研磨抛光压力:样品在金相砂纸上研磨抛光过程中,该如何把握压力呢?这的确是个问题,不同的操作者,不同的熟练程度,以及操作者的习惯,都是给样品施加压力的因素,这里也不能给出量化的标准,只能是根据经验来给被研磨样品施加合适的压力,通常,不论压力大还是小,基本原则是保持固定压...
- 湖南乳胶砂纸磨抛耗材品牌好 2024-08-22
- 昆山金刚石抛光剂磨抛耗材生产厂家 2024-08-22
- 浙江金相抛光帆布磨抛耗材哪个牌子好 2024-08-21
- 湖北氧化铝抛光液磨抛耗材按钮操作 2024-08-21
- 宁波金刚石抛光剂磨抛耗材操作简单 2024-08-21
- 江苏氧化铝砂纸磨抛耗材制造厂商 2024-08-21
- 河北磁性盘磨抛耗材价格多少 2024-08-21
- 湖南金相砂纸磨抛耗材多少钱一台 2024-01-18
- 宁波二氧化硅抛光液磨抛耗材性价比高 2024-01-17
- 深圳金相抛光剂磨抛耗材 2024-01-17


- 金相抛光高分子磨抛耗材多少钱一台 2023-12-06
- 浙江金相抛光醋酸布磨抛耗材品牌好 2023-12-06
- 北京金刚石喷雾研磨抛光剂磨抛耗材厂家 2023-12-06
- 宁波金相抛光润滑冷却液磨抛耗材品牌好 2023-12-06
- 重庆氧化铝砂纸磨抛耗材按钮操作 2023-12-06
- 上海进口乳胶砂纸磨抛耗材品牌有哪些 2023-12-06






- 贵州磨抛机抛光用金刚石抛光液厂家批发 12-23
- 辽宁包埋树脂冷镶嵌树脂生产厂家 12-23
- 北京胶木粉热镶嵌树脂生产厂家 12-23
- 北京金相镶嵌模品牌好 12-23
- 江苏丝绒抛光布金相抛光布源头厂家 12-23
- 无锡电解抛光机电解抛光腐蚀仪厂家直销 12-23
- 广东磨抛机抛光用金相抛光布制造厂商 12-23
- 湖南酸碱中和酸雾中和处理通风系统厂家直销 12-23
- 湖南双工位金相镶嵌机什么材质 12-23
- 辽宁树脂金相切割片源头厂家 12-23