- 品牌
- 无锡欧驰
- 型号
- 200mm
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 配送方式
- 物流/快递
磨抛耗材,如何用同样的金相砂纸,研磨出更多更好的金相样品,无论手动研磨,还是自动研磨,切记要不断的向砂纸表面喷淋清水,以保持金相砂纸始终保持湿润。这样不仅可以减少因样品表面以及研磨介质摩擦产生的热量,也可以避免样品表面灼伤,而且还能有效防止研磨颗粒嵌入时,被制备样品表面造成干扰。有的抛光机带有自动喷淋装置会比较省事。否则需要手动喷水,可使用喷壶沿着磨盘旋转方向均匀喷洒;也可将清水均匀的洒在砂纸表面。磨抛耗材,金刚石喷雾抛光剂配合金相抛光润滑冷却液使用,可以使样品的抛光效果则更加完美。宁波金相抛光润滑冷却液磨抛耗材品牌好
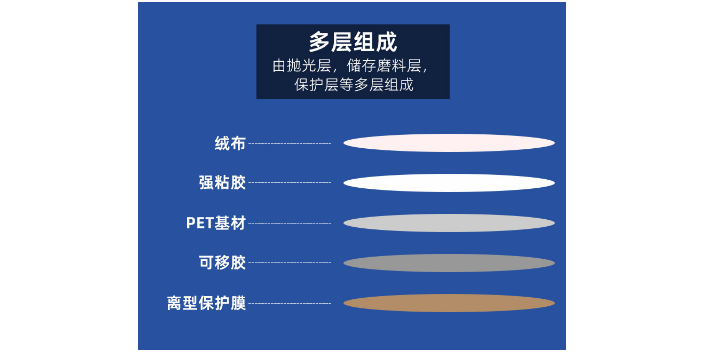
磨抛耗材,抛光微粉要求具有高硬度和一定的强度,颗粒细而均匀,外形呈多角形,刃口锋利。外形越尖锐,其磨削作用越强;反之,颗粒呈圆形,只能在抛光布与磨面间滚动,滚压作用强烈,导致金属扰乱层加厚,而且易使非金属夹杂物和石墨曳尾,脱落或扩大凹痕。在常用的抛光粉中,以氧化镁的硬度比较低,金刚石硬度比较高。抛光粉的硬度以莫氏硬度为标度,是按材料抵抗划痕的能力来作为硬度标准的,它按自然界中矿物的软硬顺序分为10级。1级比较软,10级比较硬,金刚石为10级,其它均小于10级。安徽氧化铝抛光液磨抛耗材按钮操作磨抛耗材,金相抛光织物比较重要的一层是真正用于抛光的抛光织物层。

磨抛耗材,金相试样在抛光之前,一般需要进行打磨(磨光)。目的是:去除受影响区(过热、过冷、变形、开裂等区域)并磨平,为下一步磨光和抛光做好准备。一般来说有手动、半自动、全自动三种选择。这里说明几点注意事项。在选择手动磨光的情况下,磨削应该是单方向向前推动磨制的。在返回原位时,要把金相试样提起来退回原位,再继续磨制。返回过程不与金相砂纸接触,否则容易导致试样磨面不平整(也就是:塌边、弧度)。磨制时,对试样的压力要均匀、适中。如果压力太小,磨削的效率就会降低;如果压力太大,容易产生深划痕、变形、过热。当新磨痕覆盖掉了旧磨痕就可以考虑更换下一号金相砂纸。
磨抛耗材,抛光原理抛光时由抛光微粉与磨面间的相对机械作用而使磨面抛光,其主要作用有:磨削作用抛光微粉嵌入抛光布间隙中,暂时被织物纤维所固定,露出部分刃口,在抛光时产生切削作用。滚压作用当抛光盘旋转时,暂时被固定的抛光微粉极易脱出或飞出盘外,这些脱出的抛光微粉在抛光织物和磨面间滚动,对磨面产生机械滚压作用,使表面凸起的金属移向凹陷处,造成高度变形污染区。滚压作用越强,变形区厚度越大,金属扰乱层也愈厚,易行成伪组织。磨抛耗材,金刚石喷雾抛光剂,是由金刚石微粉组成的,根据研磨的精细的程度,金刚石的粒度有大有小。

磨抛耗材,金相砂纸一般耐水,沙粒间隙较小,磨出的碎末也小,和水一起使用可以带走碎末,普通砂纸粗,由于耐水砂纸采用清漆作粘结剂,所以干燥时间较长,其干燥方式一般采用悬挂式干燥。金相砂纸是指用来做金相分析的砂纸,这种砂纸必须要有耐水性,磨料有白刚玉(氧化铝)、碳化硅、以及混合磨料,制作这类砂纸通常以粒度均匀、磨削效果优良的碳化硅磨粒为主磨料,大多数的金相砂纸通常是采用上好的乳胶纸以静电植砂工艺制造出的,静电植砂的工艺具有磨粒分布均匀、磨削锋利、经久耐用的特点。磨抛材料,金刚石悬浮研磨抛光液保证了样品表面的光洁度和平整度。深圳金相抛光帆布磨抛耗材制样设备厂家
磨抛耗材,金相砂纸专门用于金相制样时的粗磨和精磨。宁波金相抛光润滑冷却液磨抛耗材品牌好
磨抛耗材,金刚砂又名石榴子石系属硅酸盐类矿物,经过水力精心筛选,机械加工,筛选分级等方法制成的研磨材料,主要用于研磨玻璃制品制品,工业除锈及水切割等;对硅片、光学镜头 、精密仪器仪表、抛光玻壳、玻璃器皿、陶瓷石料、皮革、 塑料、金属机件能提高光洁度;可喷砂切割,是制造砂轮、油石、砂布、砂纸的必须原料;可作为修筑高速公路路面、飞机跑道、耐磨橡胶、工业地坪.防滑油漆等尚佳的耐磨材料;可作化工、石油、制药、水处理过滤的介质和钻井泥浆加重剂;对电镀、核污染的防护具有良好的效果。 本厂产品自锐性好,边角锋利;在不断粉碎中形成新的棱刃,介壳状断口硬度均匀,对所磨器具、物件不会造成划伤现象,而且化学成分稳定,耐酸碱,具有其他磨料和人工合成磨料不可替代的优势。并且本厂产品研磨时间短,效益高,但价格低廉,这些可以祢补寿命短而不足。宁波金相抛光润滑冷却液磨抛耗材品牌好
磨抛耗材,随着金相制样技术水平的不断提高,越来越多的金相样品都采用自动研磨抛光方式,然而手工研磨技术作为制样技术的基础仍在教学中广泛应用,以及在特殊工作条件下仍在沿用,并且一直沿用许多年前建立的程序。其中主要的一道工序就是采用金相砂纸作为研磨介质,将样品切割截面的划痕和损伤层去除。那么,如何使用金相砂纸进行手工研磨抛光金相样品呢?研磨抛光压力:样品在金相砂纸上研磨抛光过程中,该如何把握压力呢?这的确是个问题,不同的操作者,不同的熟练程度,以及操作者的习惯,都是给样品施加压力的因素,这里也不能给出量化的标准,只能是根据经验来给被研磨样品施加合适的压力,通常,不论压力大还是小,基本原则是保持固定压...
- 湖南乳胶砂纸磨抛耗材品牌好 2024-08-22
- 昆山金刚石抛光剂磨抛耗材生产厂家 2024-08-22
- 浙江金相抛光帆布磨抛耗材哪个牌子好 2024-08-21
- 湖北氧化铝抛光液磨抛耗材按钮操作 2024-08-21
- 宁波金刚石抛光剂磨抛耗材操作简单 2024-08-21
- 江苏氧化铝砂纸磨抛耗材制造厂商 2024-08-21
- 河北磁性盘磨抛耗材价格多少 2024-08-21
- 湖南金相砂纸磨抛耗材多少钱一台 2024-01-18
- 宁波二氧化硅抛光液磨抛耗材性价比高 2024-01-17
- 深圳金相抛光剂磨抛耗材 2024-01-17


- 金相抛光高分子磨抛耗材多少钱一台 2023-12-06
- 浙江金相抛光醋酸布磨抛耗材品牌好 2023-12-06
- 北京金刚石喷雾研磨抛光剂磨抛耗材厂家 2023-12-06
- 宁波金相抛光润滑冷却液磨抛耗材品牌好 2023-12-06
- 重庆氧化铝砂纸磨抛耗材按钮操作 2023-12-06
- 上海进口乳胶砂纸磨抛耗材品牌有哪些 2023-12-06






- 贵州磨抛机抛光用金刚石抛光液厂家批发 12-23
- 辽宁包埋树脂冷镶嵌树脂生产厂家 12-23
- 北京胶木粉热镶嵌树脂生产厂家 12-23
- 北京金相镶嵌模品牌好 12-23
- 江苏丝绒抛光布金相抛光布源头厂家 12-23
- 无锡电解抛光机电解抛光腐蚀仪厂家直销 12-23
- 广东磨抛机抛光用金相抛光布制造厂商 12-23
- 湖南酸碱中和酸雾中和处理通风系统厂家直销 12-23
- 湖南双工位金相镶嵌机什么材质 12-23
- 辽宁树脂金相切割片源头厂家 12-23