- 品牌
- 无锡欧驰
- 型号
- 200mm
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 配送方式
- 物流/快递
磨抛耗材,金刚石喷雾抛光剂使用前注意事项:1、保持金相抛光布表面干净;2、使用前将金相抛光织物用清水湿透,避免摩擦发热;3、碰头安装好后(或带尖嘴壶),旋紧后,方可喷出使用;4、使用金刚石喷雾抛光剂时,应以抛光盘中心为圆心沿半径方向喷出,3-5秒即可。新金相抛光布喷洒时间相应延长,以使新的金相抛光织物有更好的磨抛能力;5、在抛光过程中不断加入适量的清水或金相抛光润滑液;6、用完及时分类放置,防止交叉污染粒度。磨抛耗材,金刚石喷雾抛光剂,是由金刚石微粉组成的,根据研磨的精细的程度,金刚石的粒度有大有小。深圳磁性盘磨抛耗材厂家

磨抛耗材,金相试样在抛光之前,一般需要进行打磨(磨光)。目的是:去除受影响区(过热、过冷、变形、开裂等区域)并磨平,为下一步磨光和抛光做好准备。一般来说有手动、半自动、全自动三种选择。这里说明几点注意事项。在选择手动磨光的情况下,磨削应该是单方向向前推动磨制的。在返回原位时,要把金相试样提起来退回原位,再继续磨制。返回过程不与金相砂纸接触,否则容易导致试样磨面不平整(也就是:塌边、弧度)。磨制时,对试样的压力要均匀、适中。如果压力太小,磨削的效率就会降低;如果压力太大,容易产生深划痕、变形、过热。当新磨痕覆盖掉了旧磨痕就可以考虑更换下一号金相砂纸。天津乳胶砂纸磨抛耗材企业磨抛耗材,金刚石喷雾抛光剂用微米来表示,粒度约小,越适合精抛,粒度约大,越适合粗抛。

磨抛耗材,金刚石悬浮研磨抛光液与咱们常看到的防冻液、润滑油相同都是以液体的方式存在的。具有杰出的去油污、防锈,清洁等功能,并能使金属制品超越原有的光泽。本产品功能稳定、无毒,对环境无污染等效果,许多当地都需求有它的协助跟平滑。像咱们往常看到的精细五金加工制作行业,精细光学电子仪器行业,触控平板玻璃行业,蓝宝石精细元器件行业,磁体资料,半导体硅晶片,陶瓷等等都用的上。金刚石研磨抛光液既能提高磨削效率,又能将磨削过程中发生的很多热量快速排走,然后防止工件外表被烧伤。所以咱们看到电子产品、陶瓷润华外表都是它的效果。
磨抛耗材,金刚石悬浮抛光液特性:多晶金刚石抛光液,其特点是有角的金刚石颗粒表面上有无数的切割面,能更好的减少材料表面的变形,更为柔性,镜面抛光效果和抛光效率相对非常好。对于要求比较高的金相样品制备很适用。金刚石抛光液作为常见金相抛光液,其质量优劣会直接影响到试样制备的成败和效率,如果没有质量好的金刚石抛光液,即使试样表面切割的再整齐,研磨工序做的再好,在以金刚石抛光液为主要抛光剂的抛光工序,也很难获得理想的抛光表面。制样过程中,前面的研磨工序是基础,后面的抛光工序,除了制备技术方面的因素外,则主要取决于金刚石抛光液的良好磨削特性和抛光效果。磨抛耗材,具有耐水性,磨料有白刚玉(氧化铝)、碳化硅、以及混合磨料。

磨抛耗材,金刚石喷雾抛光剂如何选型:3D打印材料3-6µm,适合抛光布类型:真丝长绒密植布料,绒面松软厚实。0.5-3µm,无绒毛100%全真丝材质,精纺超薄面料。0.05-0.5µm无绒毛多孔橡胶材质,空隙率高,连通孔隙可储存大量的抛光液,耐化学腐蚀,适合所有材料氧化精抛。
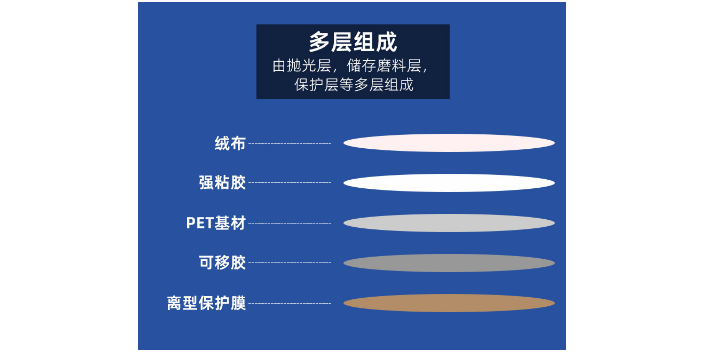
EBSD3-6µm,适合抛光布类型:真丝长绒密植布料,绒面松软厚实。0.5-3µm,无绒毛100%全真丝材质,精纺超薄面料。0.05-0.5µm无绒毛多孔橡胶材质,空隙率高,连通孔隙可储存大量的抛光液,耐化学腐蚀,适合所有材料氧化精抛。 磨抛耗材,金相抛光织物系列由抛光层、存储磨料层、保护层等多层组成。磁性盘磨抛耗材品牌有哪些
磨抛材料,金刚石悬浮研磨抛光液实现了金刚石经久耐磨的磨抛力与冷却、润滑等关键性能有效结合。深圳磁性盘磨抛耗材厂家
磨抛耗材,铸铁及非金属夹杂物试样的抛光铸铁中的石墨及金属中的非金属夹杂物,在抛制中极易拖尾、扩大和剥落,因此多采用手工细磨,磨制时应加肥皂作润滑剂;亦可用蜡盘代替手工细磨,但必须选用短纤维抛光布,如尼龙,涤纶布,丝绸等。抛光时应不断转动试样,以防单向拖尾,还应尽量缩短磨抛时间。对铸铁试样,因表面易产生麻点、斑痕和氧化,可在抛光盘上加入微量铬酸酐,可加入防氧化溶液,并用防氧化溶液清洗试样。防氧化溶液配方如下:亚硝酸钠/0.010~0.015kg,苏打灰(200℃焙烧的Na2CO3)/0.003kg,蒸馏水/1000ml。深圳磁性盘磨抛耗材厂家
磨抛耗材,随着金相制样技术水平的不断提高,越来越多的金相样品都采用自动研磨抛光方式,然而手工研磨技术作为制样技术的基础仍在教学中广泛应用,以及在特殊工作条件下仍在沿用,并且一直沿用许多年前建立的程序。其中主要的一道工序就是采用金相砂纸作为研磨介质,将样品切割截面的划痕和损伤层去除。那么,如何使用金相砂纸进行手工研磨抛光金相样品呢?研磨抛光压力:样品在金相砂纸上研磨抛光过程中,该如何把握压力呢?这的确是个问题,不同的操作者,不同的熟练程度,以及操作者的习惯,都是给样品施加压力的因素,这里也不能给出量化的标准,只能是根据经验来给被研磨样品施加合适的压力,通常,不论压力大还是小,基本原则是保持固定压...
- 湖南乳胶砂纸磨抛耗材品牌好 2024-08-22
- 昆山金刚石抛光剂磨抛耗材生产厂家 2024-08-22
- 浙江金相抛光帆布磨抛耗材哪个牌子好 2024-08-21
- 湖北氧化铝抛光液磨抛耗材按钮操作 2024-08-21
- 宁波金刚石抛光剂磨抛耗材操作简单 2024-08-21
- 江苏氧化铝砂纸磨抛耗材制造厂商 2024-08-21
- 河北磁性盘磨抛耗材价格多少 2024-08-21
- 湖南金相砂纸磨抛耗材多少钱一台 2024-01-18
- 宁波二氧化硅抛光液磨抛耗材性价比高 2024-01-17
- 深圳金相抛光剂磨抛耗材 2024-01-17



- 金相抛光高分子磨抛耗材多少钱一台 2023-12-06
- 浙江金相抛光醋酸布磨抛耗材品牌好 2023-12-06
- 北京金刚石喷雾研磨抛光剂磨抛耗材厂家 2023-12-06
- 宁波金相抛光润滑冷却液磨抛耗材品牌好 2023-12-06
- 重庆氧化铝砂纸磨抛耗材按钮操作 2023-12-06
- 上海进口乳胶砂纸磨抛耗材品牌有哪些 2023-12-06






- 贵州磨抛机抛光用金刚石抛光液厂家批发 12-23
- 辽宁包埋树脂冷镶嵌树脂生产厂家 12-23
- 北京胶木粉热镶嵌树脂生产厂家 12-23
- 北京金相镶嵌模品牌好 12-23
- 江苏丝绒抛光布金相抛光布源头厂家 12-23
- 无锡电解抛光机电解抛光腐蚀仪厂家直销 12-23
- 广东磨抛机抛光用金相抛光布制造厂商 12-23
- 湖南酸碱中和酸雾中和处理通风系统厂家直销 12-23
- 湖南双工位金相镶嵌机什么材质 12-23
- 辽宁树脂金相切割片源头厂家 12-23