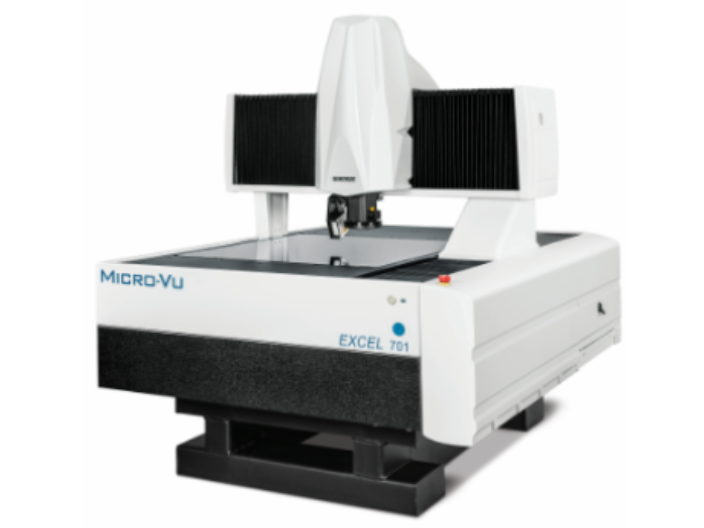
- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
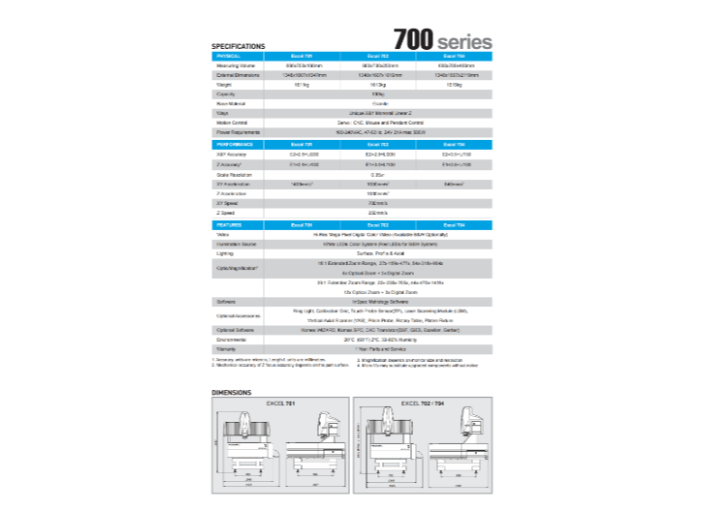
- 测量行程
- 315*315*160
影像测量仪器维修的手法。一.观察。通过看,闻,接触来发现问题所在.像一般电路短路会有烧焦的气味,零件松了,用手可以感触得到等等。二.排查。排查一些基本的因素.例如电路问题,电子元件问题,或者摆放所场等。三.更换。在把握不准的情况下,可以试试换一个配件或者电子元件,看看情况会不会好转.例如:一个物镜表面糊了,换一个同规格的物镜看行不行,如果可以,表示是物镜的问题,如果不行再回到排查下一个原因。四.控制温度。长时间工作下,特别是在温度高的季节里运作.设备本身温度会升高.从而影响操作,这个时间可以通过室内对温度的控制,或者增加散热的工具.使中心电子元件都能够处于正常温度下工作。测量仪要经常进行清洁。佛山三次元测量仪作业流程
影像测量仪在汽车密封条的应用。影像测量仪是目前超越的一款集光、机、电、计算机图像技术于一体的新型高精度、高科技测量仪器。影像测量仪能高效地检测各种复杂工件的轮廓和表面形状尺寸、角度及位置,特别是精密复杂的零部件与的微观检测与汽车密封条的应用方面有着出色的优势,所以影像测量仪在汽车行业也普遍的应用。1、边缘轮廓度检测。2、接触容易引起弹性变形,需采用非接触测量。目前由于密封条的生产大多数散落在条件比较简陋的小企业,规模化和自动化水平不高、设计与研发水平有限、生产设备落后,生产过程控制大多是人工手动操作,具有一定的滞后性,从而使产品的质量很难保证。尤其是密封条生产中尺寸合格性的控制目前大部分都是传统的手动测量和手动控制。随着对密封条质量的要求越来越高,传统的手动测量与控制方式已不能满足现状自动化水平的发展的要求。成都进口三次元测量仪销售测量仪是模具检测等主要的检测仪器。
影像测量仪在精密压铸行业中普遍运用!在光学测量仪器当时,影像测量仪是普遍推崇使用.在一般的精密仪器测量中,影像测量仪也是说是必备的仪器.尽管有些时候还是采用传统的游标卡尺,或者螺旋测微器什么的.在各种行业中,.使用普遍的要算模具五金行业了.其主要原因是模具的精确度要求高.特别是一些精密的五金铸造工件.它们的公差要求大约在2到5个丝左右.对于这样高要求,高精度的工件生产模具,势必要有一个精确的模具尺寸为前提.所以,在这类高精确的五金模具制作过程中,影像测量仪是不要缺少的必要工具。
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大。
二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。测量仪清理时要注意减少室内灰尘。成都进口三次元测量仪销售
测量仪是现代工业生产中比不可少的检测仪器。佛山三次元测量仪作业流程
二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线,偏差从而就会减少,同时,测量误差也会减少很多,重复性也会很大方面改善。佛山三次元测量仪作业流程
- 汕头测量仪说明书 2024-12-25
- 江西进口三次元测量仪说明书 2024-12-25
- 广州二次元测量仪咨询 2024-12-25
- 福建测量仪注意事项 2024-12-25
- 三次元测量仪售卖 2024-12-24
- 东莞测量仪售后 2024-12-24
- 四川非接触式测量仪销售 2024-12-24
- 无锡进口测量仪检修 2024-12-24
- 成都二次元测量仪厂家 2024-12-24
- 佛山二次元测量仪培训 2024-12-24
- 河北进口二次元测量仪公司 2024-12-24
- 浙江三次元测量仪使用注意事项 2024-12-24