- 品牌
- 瑞谷量仪
- 型号
- 齐全
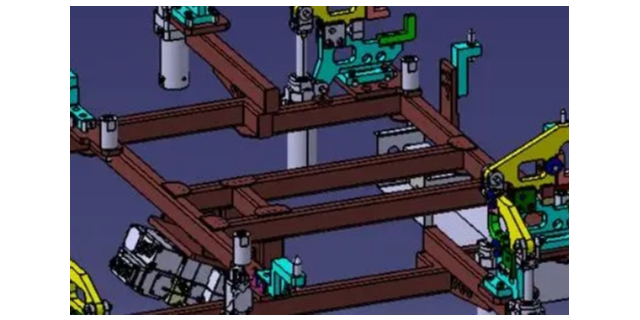
装一焊夹具在夹具上能完成整个焊件的装配和焊接工作,它兼备有上述两种夹具的性能。车身的大型装焊夹具往往就是这种夹具。在汽车车身制造中,为了便于装配和焊接,通常是将车身划分为若干个分总成,各分总成又划分为若干个合件,各合件则由若干个零件组成。这样在车身装焊时,通常都是先将零件装焊成合件,再将合件装焊成分总成,***将分总成装焊成车身壳体总成。因此,车身装焊夹具也可分为合件装焊夹具、分总成装焊夹具和车身总成装焊夹具。夹具座的设计和制造质量也直接影响着加工过程的效率和成本。新吴区附近前地板线项目夹具服务电话
用于吊装圆柱形石材的石材夹具对于某些产品、半成品是空心或实心的圆柱体,这些工件堆放或加工时采用竖放,要求装卸过程不能碰伤端面和圆柱面,否则造成次品和废品。在市场上有夹紧方形工件的通用石材吊夹、石材夹具,圆柱工件只能用绳索类吊装。不过有一种龙海起重专门设计的石材夹具,**于吊装规格化圆柱或罗马柱体,在实践中证明可行,解决了碰伤工作表面的问题。该石材夹具由圆环体、夹紧块、连接板、销轴和橡胶片等零件组成。夹具上有四块夹紧块均匀分布,橡胶片用沉头螺钉固定在夹紧块上。一块夹紧块、四块连接板和圆环体及四根轴销形成平行四边形的四杆机构,使夹紧块在工作表面保持平行移动。无锡直销前地板线项目夹具图片在不同的行业和工艺中,夹具座的设计和用途可能会有所不同。

在汽车车身的装配焊接生产过程中,为了保证产品质量、提高劳动生产率和减轻劳动强度,经常使用一些用以夹持并确定工件位置的工具和装置来完成装配和焊接工作。我们把这些工具和装置统称为装焊夹具。装焊夹具的种类繁多,按用途可分为:装配用的夹具这类夹具主要是按车身图纸和工艺上的要求,把焊件中各零件或部件的相互位置能准确地固定下来,工件只在它上面进行点固(即点定焊),而不完成整个焊接工作。焊接用的夹具已点固好的焊件放在这一类夹具上完成所有焊缝的焊接。它的主要任务是防止焊接变形,并使处在各种位置的焊缝都尽可能地调整到**有利于施焊的位置。
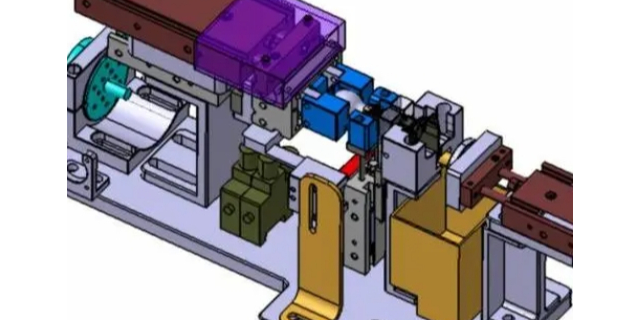
②**性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的**夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。总之,夹具座在制造业中扮演着重要的角色,它们的设计和使用对于加工过程的成功和产品质量至关重要。
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;光纤研磨夹具(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。夹具座的基本原理是通过夹持力将工件固定在特定位置,以便进行加工或其他操作。无锡直销前地板线项目夹具图片
这些装置通常用于机械加工、焊接、装配等工艺中。新吴区附近前地板线项目夹具服务电话
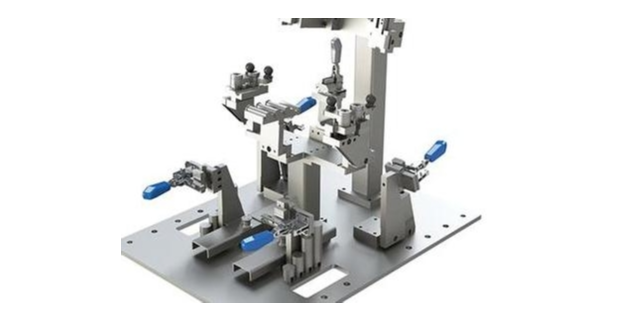
●***柔性三坐标夹具只要通过一些简单的组合,可以实现多种产品和较复杂产品的装夹,可以为用户省去那些**夹具设计制作资金,更好的节省生产成本,提升企业收益率与市场竞争力;●可实现精确的重复定位,主体安装板的每个孔及夹具组成部件都有代号,每种工件的装夹方式都可以用这些代号制作成记事本记录下来,方便以后测量使用,能够为用户比较大限度减少装夹时间、提高工作效率,以及提供可靠的装夹方式,比较大限度减少测量误差,为准确的测量数据奠定基础;新吴区附近前地板线项目夹具服务电话
无锡瑞谷量仪科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同无锡瑞谷量仪供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
回转式镗套回转式镗套在镗孔过程中是随镗杆一起转动的,所以镗杆与镗套之间无相对转动,只有相对移动。在高速镗孔时,这样便能避免镗杆与镗套发热咬死,而且改善了镗杆磨损情况。特别是在立式镗模中,若采用上下镗套双面导向,为了避免因切屑落入下镗套内而使镗杆卡住,故而下镗套应该采用回转式镗套。由于回转式镗套要随镗杆一起回转,所以镗套要有轴承支承,按轴承不同分为滑动镗套和滚动镗套。镗杆的导引部分结构如图2所示。图2(a)是开有油槽的圆柱导杆,这种结构**简单,但与镗套接触面大,润滑不好,加工时又很难避免切屑进入导引部分,常常容易产生“咬死”现象。液压夹具座利用液压系统提供夹持力,具有夹持力可调、操作简便的特点...
- 江阴购买前地板线项目夹具推荐货源 2024-11-19
- 无锡新款前地板线项目夹具图片 2024-11-18
- 南京哪些前地板线项目夹具选择 2024-11-18
- 徐州购买前地板线项目夹具耗材 2024-11-18
- 徐州销售前地板线项目夹具耗材 2024-11-18
- 徐州定做前地板线项目夹具推荐货源 2024-11-17
- 滨湖区哪些前地板线项目夹具厂家直销 2024-11-17
- 江阴哪些前地板线项目夹具选择 2024-11-17
- 梁溪区便宜的前地板线项目夹具耗材 2024-11-17
- 新吴区便宜的前地板线项目夹具销售厂家 2024-11-17

- 梁溪区便宜的前地板线项目夹具厂家直销 2024-11-17
- 新吴区附近前地板线项目夹具推荐货源 2024-11-17
- 徐州购买前地板线项目夹具图片 2024-11-16
- 常州定制前地板线项目夹具厂家直销 2024-11-16
- 滨湖区新款前地板线项目夹具厂家直销 2024-11-16
- 常州附近前地板线项目夹具图片 2024-11-16



- 南京定做工装夹具服务电话 11-19
- 无锡常见侧围项目夹具维保 11-19
- 滨湖区附近工装夹具维保 11-19
- 梁溪区销售工装夹具服务电话 11-19
- 徐州销售工装夹具服务电话 11-19
- 梁溪区便宜的工装夹具销售厂家 11-19
- 南京购买侧围项目夹具服务电话 11-18
- 无锡常见工装夹具图片 11-18
- 南京便宜的工装夹具销售厂家 11-18
- 常州定制侧围项目夹具推荐货源 11-18