
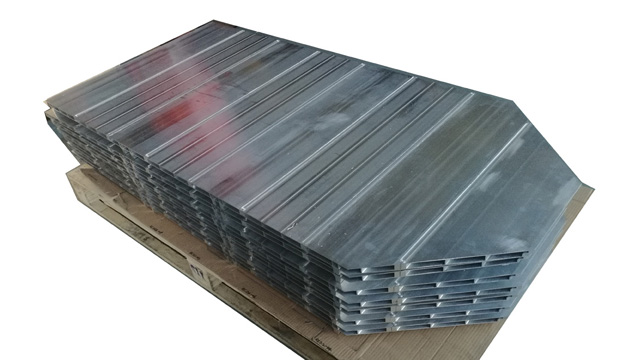
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
作为新能源汽车零部件的汇创达·焊威,电池包箱体采用搅拌摩擦焊工艺焊接,在选择上选择铝合金材质,满足其轻量化需求。搅拌摩擦焊工艺的优点:可提高热处理铝合金的接头强度;焊接前铝合金无需表面去膜,焊接过程中无需惰性气体保护;没有气孔出现;较小的焊接变形;无需其他材质焊料。新能源汽车的轻量化并非简单地将装备质量减轻,而是在保证强度和安全性能的前提下尽可能地降低装备质量并保证制造成本在合理范围内,以实现安全性和经济性的兼顾统一。将产品质量和精湛的技术服务带动业务快速发展,应用于动力电池包PACK箱体FSW焊接。中山搅拌摩擦焊电池托盘
搅拌摩擦焊
电机电控系统作为新能源汽车产业链的重要一环,其技术、制造水平直接影响整车的性能和成本。新能源汽车的电控技术,就好比汽车的大脑,在一定程度上影响汽车的动力性,经济性,排放性,舒适性等。汇创达·焊威投资以铝材+CNC+FSW(搅拌摩擦焊)的前端产线,配置了50台搅拌摩擦焊接设备,100台CNC型材设备。为新能源汽车主机厂及零部件厂,提供电控产品。此外,汇创达·焊威以搅拌摩擦焊技术为切入点,整合上游铝合金挤压型材厂家、铝压铸件供应商,实现新能源铝电池托盘前端完整的产业链闭环。深圳原装搅拌摩擦焊价格咨询公司针对汽车工业正在开发机器人搅拌摩擦焊设备等动力电池包PACK箱体FSW焊接。
动力电池包PACK箱体FSW机器人搅拌摩擦焊系统集成了多项先进技术,包括恒压力控制、恒位移控制、恒扭矩控制、焊缝跟踪等技术,同时还可以实时监控焊接过程温度等功能。根据焊接产品需求,可集成基座、导轨、操作平台等辅助设备。随着华南地区制造业的腾飞,国家推动“粤港澳大湾区智能制造”、“”,“资讯科技与制造技术深度融合”,机器人自动化智能生产在这个具有新时代重大意义的背景下,创新科技智能制造无疑将成为未来工业发展的大方向,传统制造业步向自动化、智能化方向转变,已成大势所趋,带来了庞大的发展机遇!搅拌摩擦焊接技术,作为世界先进的智造工艺,是一种绿色环保,自动化机械设备焊接技术。作为Jun用技术转民用的典型D表。如今为新能源汽车解决了轻量化焊接难题。也实现了电子电力行业散热器缩小的困难。有了搅拌摩擦焊接技术,水冷板散热器被广F使用,大量减少了设备的使用空间,缩小的产品的体量。搅拌摩擦焊技术虽然已经有20多年了,运用到工业领域还只是刚刚开始,很多产品和行业还不知道有这种新型焊接技术。
动力电池包PACK箱体FSW搅拌摩擦焊搅拌摩擦焊焊缝应力低、变形小。 搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和结构变形。 搅拌摩擦焊是自动化焊接工艺、生产效率高。 搅拌摩擦焊的施焊条件是具有机床设备类似的运动伺服以及焊接参数的传感、设置和控制。焊接过程类似于铣床机械加工,焊接参数容易实现直接的测量和控制。非常适合自动化焊接。产品生产不需要严格的焊接工人培训和认证,只需要简单的数控操培训就可以从事批量化的工业产品生产。 焊接生产效率由设备的运动控制决定,对于薄板铝合金材料如,2mm的661lAL材料,焊接速度可以达到6m/min。而且,搅拌摩擦焊接深度直接由搅拌工具的搅拌针的长度决定。对于厚度0.5~100mm 的铝合金板材,搅拌摩擦焊可以一次单道实现焊接,与普通熔焊工艺相比较,生产效率可以提高5~10倍。动力电池包PACK箱体FSW焊接,一次性完成焊接及焊缝整形, 过程高效、焊缝美观。
在铝合金结构传统焊接过程中,由于其热膨胀系数大,焊接时极易产生变形,为了防止变形,在施工现场,必须采用胎卡具固定,同时由培训过的熟练工人进行操作。且铝合金极易被空气氧化,焊接之前需要对外表进行去膜处理,焊接过程中需要利用氩气等惰性气体进行保护,铝合金在焊接过程中容易产生气孔、热裂纹等缺陷。对于热处理型铝合金来说,必须防止在焊接时热影响区产生软化,强度降低的问题。为了解决铝合金焊接时出现以上的问题,汇创达·焊威使用搅拌摩擦焊工艺解决。搅拌摩擦焊为船舶制造和动力电池包PACK箱体,铝合金结构件的连接提供了解决方案。广东精密移动装置 搅拌摩擦焊
团队均具有10多年工业制造领域设备销售、加工及产业资源,提供动力电池包PACK箱体FSW焊接。中山搅拌摩擦焊电池托盘
5G基站结构件滤波器腔体、围框等搅拌摩擦焊工艺介绍当高频信号及微波馈入电路时,将不可避免地产生热量,随着5G设备频率升高,势必产生更大热量。因此基站散热也是目前面临的一大难点,降低基站工作温度,从而降低基站和机房功耗,才能更加环保,减少设备的维修,降低成本。华为、中兴、诺基亚、爱立信等通信设备厂家采用不同的基站设备设计方案来提升其散热效率,而5G滤波散热腔体就是处理此散热问题的一大重点。 为了满足腔体滤波器本身散热的需要,加工厂家在腔体滤波器的制备上将散热壳体与腔体滤波器做成一体化的设备。一体化设备,就需要将两种配件结合在一起,一种方案是一体成型,一种是通过连接的形式。搅拌摩擦焊技术正好可以完美的实现其要求。技术路线:采用在航空航天、轨道交通船舶、汽车工业、水冷板等领域应用成熟,密封性较好的搅拌摩擦焊接技术,将滤波器基板和散热拼接件通过搅拌摩擦焊接固定在一起,腔体滤波器与散热板之间没有空气间隙,提高传热效果。搅拌摩擦焊接技术已经应用在5G基站相关的结构件,例如基站散热壳体、铝板散热器、围框、吹胀板、天线等等。搅拌摩擦焊的共享智造。中山搅拌摩擦焊电池托盘
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题







