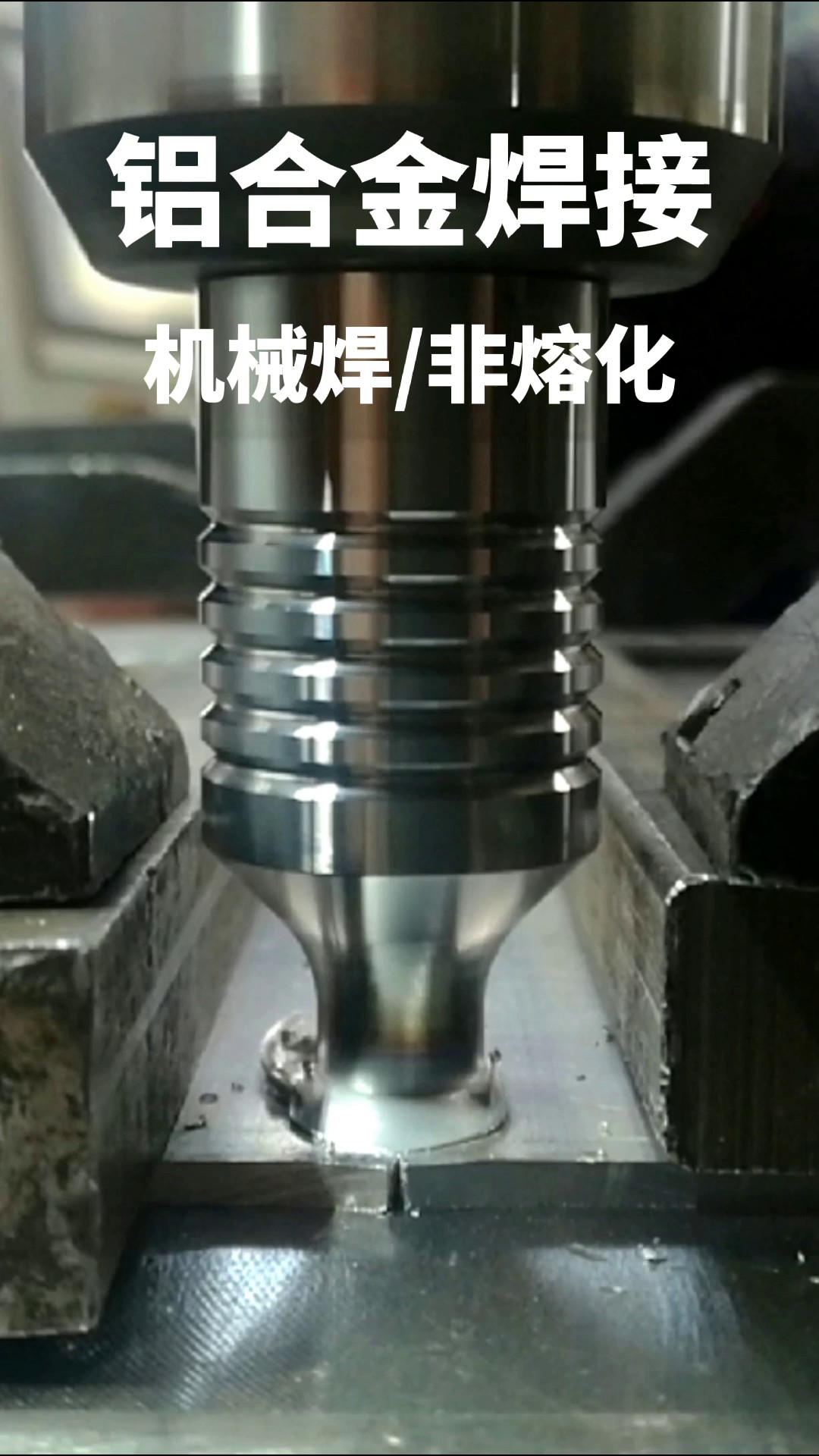
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
搅拌摩擦焊是节能、节材、环保及绿色焊接技术。搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。因此,不会产生气体,没有残渣,没有熔焊的火花四射,也不会对焊接工人造成身体伤害。通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要殊的打磨和开坡口,除电能外,几乎没有其他消耗。传统焊接需要焊料,成本会增加。焊接过程工件不熔化,所以不会产生飞溅和烟尘,不需要吸尘装置,焊接环境良好;没有弧光、紫外和高频辐射,操作者可直接目视观察焊接过程,没有电击危险,是一种名副其实的绿色焊接技术。搅拌摩擦焊是固相焊接,接头性能优异。焊接过程无气孔和凝固裂纹等缺陷产生,无合金元的烧损和偏析。姜头组织致密,焊核区是致密精细的等轴晶组织结构,表现为各向同性。接头静态性能指标皆优于熔焊接头,搅拌摩擦焊接头性能数据离散性小,与熔焊接头相比,搅拌摩擦焊接头具有优异的抗疲劳性能。对于LF5、LF6等铝合金材料,焊缝区的断裂韧性甚至超过母材。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。焊威共享智造团队体现出来的高效和专业精神都给客户留下了深刻的印象。珠海搅拌摩擦焊的原理
搅拌摩擦焊
搅拌摩擦焊接技术难道就没有不足吗? 1)焊接工件必须刚性固定,反面应有底板或者有支撑,尤其是中空件。 2)一般情况下,在搅拌摩擦焊接过程结束,搅拌工具(搅拌头)抽出被焊工件后,焊缝尾端形成一个收刀尾孔。也可以在设备出厂前加装尾孔消除装置,解决焊接尾孔问题。 3)前期异种合金较难进行焊接,例如铝合金与铜合金的焊接。不过,通过工艺的不断改进,现在铜铝焊接已经突破关口,已为多家企业提供服务设备。 搅拌摩擦焊技术的不足远远无法干扰其独有的优势。因此现在高密封性高Q度需求的焊接都是采用搅拌摩擦焊技术。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。揭阳搅拌摩擦焊设备图传统焊接,人工成本高,技术工人不容易培养,弧光近距离容易对身体造成伤害;搅拌摩擦焊绿色环保无污染。

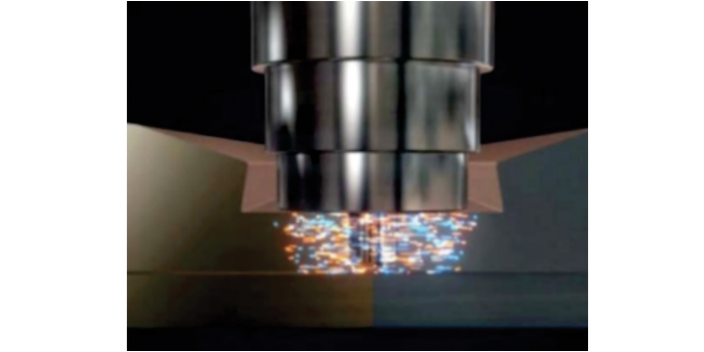
搅拌摩擦焊(简称FSW)原理,其中搅拌头由特殊形状的搅拌指棒和轴肩组成,搅拌指棒的形状比较特殊,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造,焊接过程中搅拌指棒要旋转着插入被焊材料的结合界面处,并且沿着待焊界面向前移动,搅拌指棒长度一般略小于被焊材料的厚度。 搅拌摩擦焊对于轻合金材料如:铝合金、镁合金、锌合金等的连接在焊接方法、力学性能和生产效率上具有其他焊接方法不可比拟的优越性;由于焊接温度一般低于材料的熔点,所以搅拌摩擦焊是一种固态连接方法,焊缝接头具有优良的力学性能和很小的焊接变形,焊接过程中不需要保护气和焊丝,没有熔化、烟尘、飞溅、弧光,是一种环保型的新型连接技术。 目前,搅拌摩擦焊可以实现对接、搭接、角接等多种结构形式的连接,搅拌摩擦焊在轻合金结构件的制造中得到了越来越的应用。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
搅拌摩擦焊接过程中,实际焊接温度测量和数值模拟计算结果得知,搅拌摩擦焊的焊接温度一般都低于被焊接材料的熔点,由于搅拌摩擦焊的热源主要来源于搅拌工具与材料之间的物理摩擦和对塑化材料的变形屈服,当搅拌工具周围的材料温度上升时,材料的摩擦系数及屈服强度的降低会导致搅拌工具产热量减少,焊接温度也会随之而降低;另外,如果被焊接材料达到了熔化状态,就会几乎终止焊接过程的产热行为,这是一种极端行为,极端行为,搅拌摩擦焊实质上是一个金属材料在动态热平衡和压力条件下的持续性的高效固相扩散连接过程。搅拌摩擦焊过程简单易控,非常类似于机械铣削加工,整个焊接过程不存在材料的熔化,没有烟尘和飞溅,焊接时不需要焊丝和保护气,具有诸多技术优越性。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。搅拌摩擦焊代替熔焊可实现铝合金结构件的制造和现场装配。
未来汽车制造现代交通工具等,轻量化是一个趋势,铝、镍、锌等轻合金有望取代钢铁成为汽车等现代交通工具的主要材质。而这种搅拌摩擦焊接技术有别于传统的以铁、锰等黑色金属为主的焊接技术,非常适用于锌、铝等轻合金,以及这些轻合金之间同种、异种金属之间的焊接,在轻合金材料加工领域具有十分突出的优势。该技术可广F应用于航空工业、航天工业、造船工业、轨道交通、汽车工业、电力电子、冶金工业、电池托盘、建筑铝模板等行业,具有广F的应用前景。 搅拌摩擦焊作为一种轻合金材料连接的You选焊接技术,已经从技术研究,迈向高层次的工程化和工业化应用阶段,形成了一个新的产业: 搅拌摩擦焊设备的制造、搅拌摩擦焊产品的加工.如在美国的宇航制造工业、北欧的船舶制造工业、日本的高速列车制造等制造领域,搅拌摩擦焊得到了广F的应用,均已形成新兴产业。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。让成千上万的客人认识到搅拌摩擦焊这种新技术,他们对搅拌摩擦焊实现的效果赞不绝口。惠州铜搅拌摩擦焊可以焊直角吗
搅拌摩擦焊接在铝合金、镁合金等轻金属焊接方面广受关注。搅拌摩擦焊共享智造,去毛刺加工。珠海搅拌摩擦焊的原理
旋转速度作为搅拌摩擦焊接过程中的主要参数之一,対6063铝合金搅拌摩擦焊接头的焊縫成形以及力 学性能等有重要影响。该研究通过对不同旋转速按条件下焊缝形貌以及接头强度制延伸率的研究,可以得 出以下结论: 1.旋转速度与焊接速度如匹配不当,可能在焊缝表面形成飞边,使焊缝成形粗糙、光洁度变差; 2.在l500r/min以下,随着旋转速度的提高,6063 -T6铝合金搅拌摩擦焊接头强度以及延伸率等均有所提高; 3.在1500r/,nin以上,6063 -T5铝合金搅拌摩擦焊接头强度均可达到母材强度的90%以上,ZUI高可达 96.2% ; 4.在l500r/min以上,匹配高焊接速度时6063 -T5铝合金搅拌摩擦焊接头可以得到比较高的延伸率, ZUI髙可达母材的85. 3%。 因此,适当选择焊接参数可以获得优ZHI的6063铝合金搅拌摩擦焊接头。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。珠海搅拌摩擦焊的原理
广东焊威新能源设备有限公司专注技术创新和产品研发,发展规模团队不断壮大。公司目前拥有专业的技术员工,为员工提供广阔的发展平台与成长空间,为客户提供高质的产品服务,深受员工与客户好评。公司业务范围主要包括:搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接等。公司奉行顾客至上、质量为本的经营宗旨,深受客户好评。公司力求给客户提供全数良好服务,我们相信诚实正直、开拓进取地为公司发展做正确的事情,将为公司和个人带来共同的利益和进步。经过几年的发展,已成为搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接行业出名企业。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯





