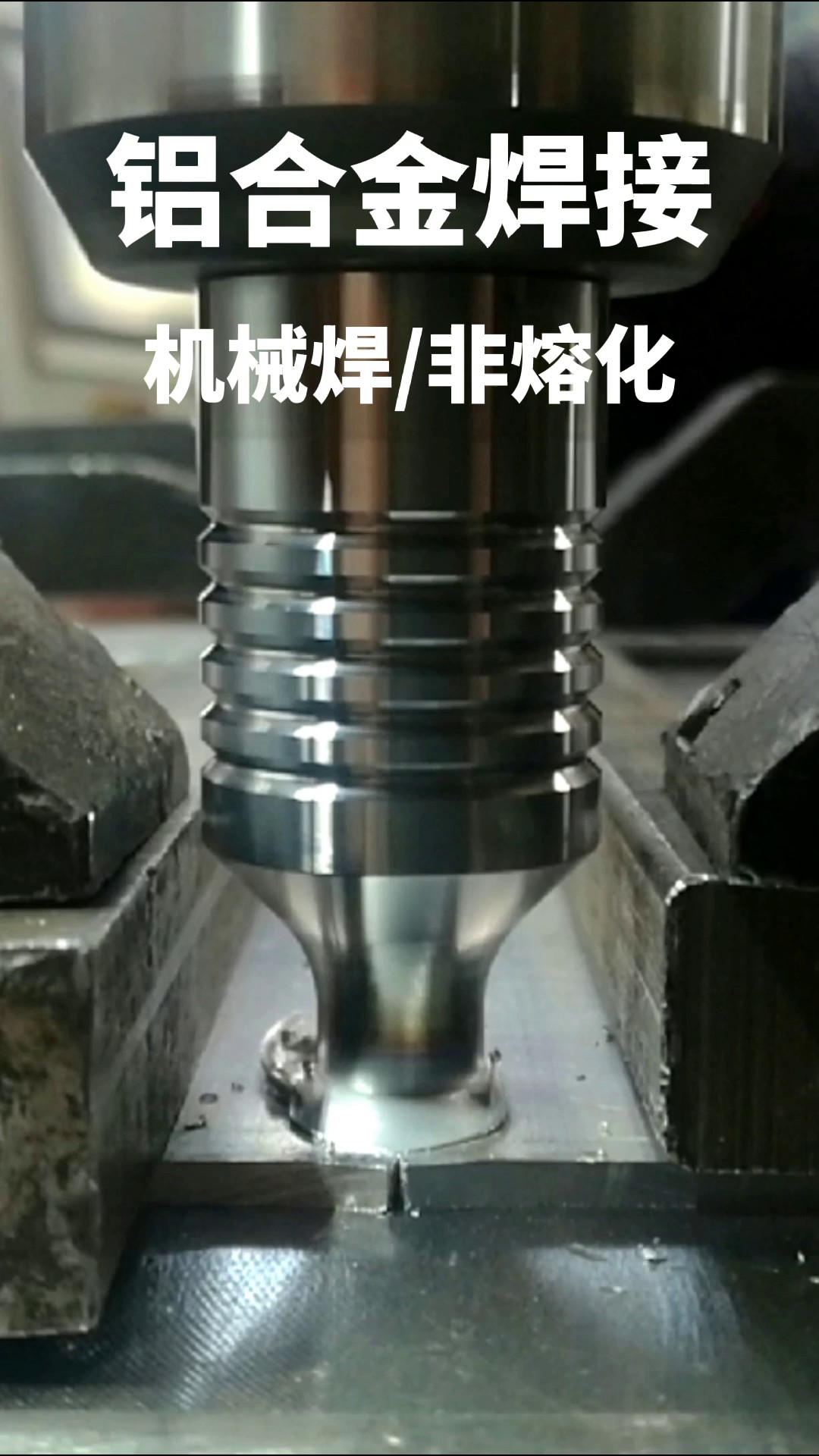
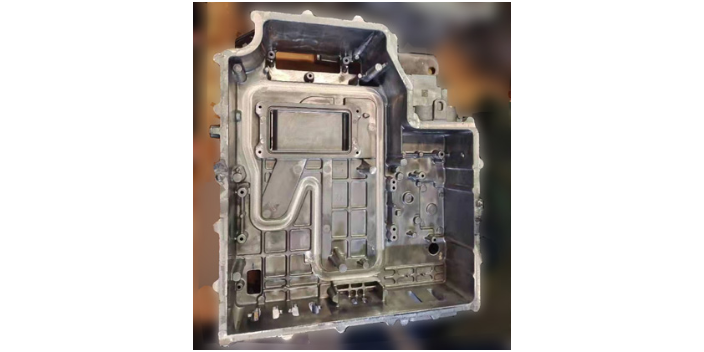
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
搅拌摩擦焊是一种连续的、纯机械的新型固相连接技术,搅拌摩擦焊工作原理图如图1所示4°,其中搅拌头主要由轴肩和搅拌针组成,根据待焊工件的材料、厚度和结构等焊接时需要选用不同形式的轴肩和搅拌针,搅拌针长度一般略小于被焊接工件的厚度。 搅拌摩擦焊焊接过程中,搅拌针通过搅拌、摩擦使焊缝金属材料热塑化、热塑化材料在搅拌头的旋转摩擦作用下由搅拌针的前部向后部转移过渡,过渡后的热塑化金属在搅拌轴肩的作用下受到了挤压和锻造,终得到了由精细的锻造组织构成的焊缝接头,由于整个焊接过程中被焊接金属材料没有经过“熔化-凝固”过程,所以得到的是优异的固相接头连接。 搅拌摩擦焊缝组织不存在热裂纹、液化裂纹、氢气孔等在熔化焊接工艺中经常存在的焊接缺陷;焊接接头可以采用对接、搭接或丁字接头等多种形式;接头强度可以达到或接近母材强度、对于2000和6000系列铝合金,通过焊后时效处理可以提高接头强度,6082-T4铝合金母材、搅拌摩擦焊接头以及时效处理后的搅拌摩擦焊接头性能比较见表151。不经过时效处理的搅拌摩擦焊接头已经接近母材强度;时效处理以后,接头强度提高,并远远超过母材强度。为电力电子、轨道交通、船舶等领域提供了技术的成果转化和产业化推广。广东专业厂商搅拌摩擦焊口碑推荐
搅拌摩擦焊
搅拌摩擦焊作为一种新型的装配制造工艺为飞机制造工程中总成本的降低提供了极大的可能性。进色公司正在探索扩大援拌降擦焊方法在其产品范围中的应用,如商用客机、战斗机和空间飞行器等。日前,对搅拌厚擦焊的研究和试验已经超出了简单的试验验证,且进入了系统化的工程应用开发阶段。对搅拌降擦焊的应用不是简单的连接方法的代替,而是系统级别的结构设计和制造主线的提高和进步,对航字系统的制造提供了一个根本性的变化。 波音公司已经对一个应用搅拌摩擦焊的战斗机零件进行了静态机械性能以及疲劳试验,并且进行了3 行验证。该公司目前正在致力于低成本、小批量、预成型件和机加工件的搅拌摩擦焊、来代替高成本、大型单件零件的制造。由于搅拌摩擦焊容易实现自动化,所以在未来它可以作为经合金结构制造装配的主要方法和关键技术。目前波音公司制作了3件方向舵翼,经过无损检测选择Z佳一件接受内、外表面飞行处理,然后装机试飞,经过6个周期的飞行试验,再检查缺口的发展情况,结果没有发现缺口扩展和失效迹象,进一步首试验验证正在进行中。佛山专业厂商搅拌摩擦焊市场报价利用科学发展观继续推进搅拌摩擦焊的发展。
搅拌摩擦焊接技术相比于其他焊接技术有什么优势?首先,搅拌摩擦焊接技术是一种绿色环保的焊接技术,在焊接过程中不产生烟尘、不发光、无飞溅、能耗小。其次,搅拌摩擦焊接技术可以焊接其他焊接技术难以焊接的全系列牌号铝合金,是铝合金焊接的一种技术。再次,搅拌摩擦焊接技术是一种固相焊接技术,焊缝无需开坡口,焊接过程中产热量小于母材熔点,在工装夹具的辅助下,能有效控制被焊材料的热变形;在正确的焊接参数区间内,焊缝无热裂纹、孔洞、夹渣、气泡等缺陷,且通过搅拌工具(搅拌头)的锻压,焊缝强度远高于其他焊接技术所产生的焊缝。,搅拌摩擦焊接技术是以机床为载体来实现焊接的,自动化程度高,焊接效率高,产品焊后一致性好。
近些年来,高速铁路在我国发展速度较快,高速列车的制造技术也得到了大力发展,列车车体的制造材料实现了从碳钢到不锈钢、铝合金的转变。 6000系铝合金具有中等强度、优异的成形性和耐蚀性,是目前铝合金车体应用量ZUI大的铝合金,然而, 使用熔化焊方法焊接铝合金,易出现气孔、焊接热 裂纹及软化等焊接缺陷;搅拌摩擦焊与传统熔焊法相比,具有焊接接头外观平整、性能优良、焊后残余应力和变形小,无烟尘、无辐射,不需焊丝、 不需气体保护、节能等优点申,人们在FSW研究和实际应用中已经发现,尽管这种方法本身可以获得高质量的接头,但是焊接工艺参数选取不当会产生焊接缺陷,使接头质量的下降,在这种情况下,实现接头质量的控制和预测是FSW的工业化应用亟待解决的问题。为实现传统制造业的转型升级和绿色制造起到示范作用。

铝合金材料的搅拌摩擦焊 搅拌摩擦焊几乎可以焊接所有系列的铝合金材料,其中包括以前传统焊接方法认为“不可焊接”的沉淀强化高Q铝合金材料;对于异种材料的连接,搅拌摩擦焊也具有较大的优越性,如搅拌摩擦焊不可以实现2024/6061 以及2024/7075 等不同牌号铝合金材料的焊接、还可以实现铜合金和铝合金等不同种材料的焊接。 经过多年研究,目前搅拌摩擦焊可以焊接厚度为1~150mm的铝合金材料(图2所示为单道焊接的20mm厚的搅拌摩擦焊接头),焊接速度从5mm/s到8000mm/min。 除铝合金外,搅拌摩擦焊在铜合金、镁合金、锌合金、铅合金上的开发应用也取得很大进展;国外资料介绍了铜合金、钛合金结构件和铝基复合材料的搅拌摩擦焊研究也很成功;另外异种材料的搅拌摩擦焊连接,如铝合金与镁合金、铝合金与铜合金等已经取得了成功应用。整合技术和制造资源,实现优势互补,共同服务于全球工业制造业。佛山专业厂商搅拌摩擦焊市场报价
智谷科技真诚期待与您的企业合作,创造价值,赢取未来!广东专业厂商搅拌摩擦焊口碑推荐
用打磨机、钢丝刷去除铝板表面及侧边的氧化膜,用1)40擦拭表面油污.试验时,以对接形式装夹,焊缝形式为511,装配后间隙值须小于0.1 mm, 错边量小于0.05 mm,焊接位置为PA位置。搅拌摩擦焊在搅拌头不变的情况下,其工艺参数包括搅拌头的前倾角、搅拌头旋转速度、焊接速度以及顶锻力,本试验中前倾角全部为2。,试验参数设置釆用了矩阵方法,共进行了8组试验,其中旋转速度的范围为400-2 500 r/min,焊接速度的范围是500-1 500 nim/min在试验初期由于顶锻力不确定,没有使用恒压力控制系统,而是采用了搅拌头按照J对 坐标系运动的方式,并釆用压力监测软件来读取顶 锻力的数据,以获取顶锻力的范围:通过改变工艺参数获得了不同性能的接头.焊后笔者对试件进行了外观检查、渗透及射线探伤,并沿着接头横断面 进行切割,得到宏观金相、拉伸、弯曲试件,进而 确定ZUI优焊接工艺参数广东专业厂商搅拌摩擦焊口碑推荐
东莞智谷光电科技有限公司位于松山湖园区科技九路1号,交通便利,环境优美,是一家生产型企业。公司是一家其他有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供***的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头。智谷搅拌摩擦焊以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯






