
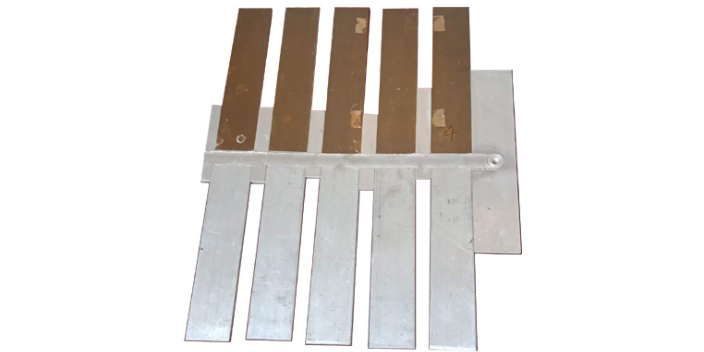
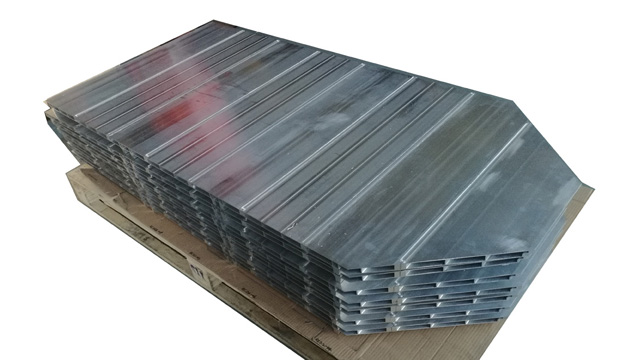
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
搅拌摩擦焊研究 基于搅拌摩擦焊技术的优越性和在飞机制造系统中的潜在应用。国际上的飞视制造商在得到英国得接研究所专利许可和技术支持的基础上,相互合作,共同研究,积极探索搅拌摩擦焊技术在飞机制造系统中的各种应用,开展了多个有关搅拌摩擦焊的研究项目和课题。 欧洲航空工业公司在几年前就开展了两项重要的有关搅拌摩擦焊的研究,来深入了解搅拌摩擦焊技术在飞机上应用的潜在可能性,其中一项主要研究焊接过程中的技术问题;另外一项研究飞犹犹身要求的板件制造过程中的结构试验技术;除此以外还有国际间的项目,完成通用技术研究。搅拌摩擦焊在商用飞机主要承力结构件上的应用将取决于这些项目的研究结果,同时需要大量的研究数据来证明这项新型连接技术在飞机应用上的安全性和可靠性。薄板材料的主要研究目标是进一步了解搅拌摩擦焊接头的机械性能和耐腐蚀性能,其中包括同种和异种材料的焊接性及特征,机械和耐腐蚀性能测试,残余应力和腐蚀影响的Z小化,搅拌萃擦焊接头的无损检测,修理技术和设计标准化。经过此项目的研究,可以为飞机机身和机翼等框架结构技术吸引了众多国内外客户的参观与咨询。佛山搅拌摩擦焊新能源车
搅拌摩擦焊
接头力学性能根据拉伸试验和弯曲试验标准,在焊后的试板上进行取样,试验结果的统计如图4所示:当/Ml.()时,抗拉强度在不同的 焊接速度下所体现的趋势是类似的,基本上都是在 1.4-3.0之间某个区域达到ZUI高,向两端下降;而当 也>1.4时,弯曲性能基本合格,除此之外,还发现搅 拌摩擦焊焊缝的弯曲性能与内部隧道缺陷存在一定 关系:在对焊缝进行射线检测时,w<1.4,容易在焊 缝内部发现隧道缺陷,缺陷位置如图5所示;当 3N1.4时,焊缝内部无隧道缺陷。ZUI优合格参数区域 将焊缝抗拉强度达到母材的80%,弯曲性能合格、射线检测合格且焊缝外观合格的参数区域定义 为ZUI优合格参数区域,如图6所示。 旋转速度/(r-min ') 图6ZUI优合格参数区域2('008(6(4(20ZUI终选定 1200 r/min, F=80() nim/inin,顶锻力为14 kN,为5 mm厚6082-T6铝合金搅拌摩擦焊 焊接工艺评定参数"焊接时采用恒压力系统.焊后 外观成形美观,飞边较小,抗拉强度达到母材的 81%,弯曲试验结果为180。未出现任何缺陷,图7 为该焊接工艺参数下的焊缝外观、宏观金相以及弯曲试样。中山搅拌摩擦焊水冷板加工工艺广州地铁3号线城轨车辆的车体就大量使用了搅拌摩擦焊。
在搅拌摩擦焊接头的宏观组织上(图3),可看出搅拌摩擦焊接头由四个区组成,从焊缝中心区域到母材金属分别为∶(a)动态再结晶区(焊核区),(b)热-机影响区,(c)热影响区,(d)母材金属。高质量的焊核部位存在一个致密均匀的“漩涡环”状结构,其外WEI是热-机影响区,此区域材料发生塑性变形和部分再结晶;实际焊接过程中搅拌摩擦焊接头的焊接接头形状会随着材料、搅拌头的形状以及所使用的焊接参数的不同发生明显的变化,焊接中心区域的尺寸一般稍大于特形搅拌棒的直径,但是远小于搅拌头轴肩的直径。 由于搅拌摩擦焊接头是精细的固态锻造组织,其力学性能指标一般接近或优于母材;在搅拌摩擦焊接头的热影响区,硬度指标一般会有一定程度的降低,但可以通过控制焊接热输入,经过热处理和时效,接头会恢复到与母材相近的性能指标。
搅拌摩擦焊是一种连续的、纯机械的新型固相连接技术,搅拌摩擦焊工作原理图如图1所示4°,其中搅拌头主要由轴肩和搅拌针组成,根据待焊工件的材料、厚度和结构等焊接时需要选用不同形式的轴肩和搅拌针,搅拌针长度一般略小于被焊接工件的厚度。 搅拌摩擦焊焊接过程中,搅拌针通过搅拌、摩擦使焊缝金属材料热塑化、热塑化材料在搅拌头的旋转摩擦作用下由搅拌针的前部向后部转移过渡,过渡后的热塑化金属在搅拌轴肩的作用下受到了挤压和锻造,终得到了由精细的锻造组织构成的焊缝接头,由于整个焊接过程中被焊接金属材料没有经过“熔化-凝固”过程,所以得到的是优异的固相接头连接。 搅拌摩擦焊缝组织不存在热裂纹、液化裂纹、氢气孔等在熔化焊接工艺中经常存在的焊接缺陷;焊接接头可以采用对接、搭接或丁字接头等多种形式;接头强度可以达到或接近母材强度、对于2000和6000系列铝合金,通过焊后时效处理可以提高接头强度,6082-T4铝合金母材、搅拌摩擦焊接头以及时效处理后的搅拌摩擦焊接头性能比较见表151。不经过时效处理的搅拌摩擦焊接头已经接近母材强度;时效处理以后,接头强度提高,并远远超过母材强度。从J工技术快速转换为民用技术,造福中国更多制造工业。
旋转速度作为搅拌摩擦焊接过程中的主要参数之一,対6063铝合金搅拌摩擦焊接头的焊縫成形以及力 学性能等有重要影响。该研究通过对不同旋转速按条件下焊缝形貌以及接头强度制延伸率的研究,可以得 出以下结论: 1.旋转速度与焊接速度如匹配不当,可能在焊缝表面形成飞边,使焊缝成形粗糙、光洁度变差; 2.在l500r/min以下,随着旋转速度的提高,6063 -T6铝合金搅拌摩擦焊接头强度以及延伸率等均有所提高; 3.在1500r/,nin以上,6063 -T5铝合金搅拌摩擦焊接头强度均可达到母材强度的90%以上,ZUI高可达 96.2% ; 4.在l500r/min以上,匹配高焊接速度时6063 -T5铝合金搅拌摩擦焊接头可以得到比较高的延伸率, ZUI髙可达母材的85. 3%。 因此,适当选择焊接参数可以获得优ZHI的6063铝合金搅拌摩擦焊接头。将以Yi流的产品质量和精湛的技术服务带动业务快速发展。佛山搅拌摩擦焊新能源车
作为较先进和热门的一种焊接方法已广泛应用于铝合金材料的焊接,成为铝合金较佳的连接技术!佛山搅拌摩擦焊新能源车
随着旋转速度的提高.不同焊接速度条件下接头抗拉强度并无统一规律可循。在所选参数范围内.接头强度随旋转速度的变化不大。最大值与最小值之间相差6MPa,而强度ZUI高可达母材 (母材强度为138.8MPa)的96. 2% o另外.当旋转速度为1600r/min和1800r/min时.数据离散性比较小, 最大值与最小值之间相差2MPa;当旋转速度为1500r/min和 2000r/min时.数据离散性比较大.约为 6MPa;因此.1600r/min和18r/min的旋转速度与焊接速度的匹配比较好。 各个旋转速度条件下的数据离散性相差不大.均为6%左右。只是焊接速度3、4在所选参数范围内与旋转速度的匹配比较好.延伸率曲线比较平直,上下波动在2%范围内。即在焊接速度比较髙时,接头延伸率比较高.ZUI高可达母材(母材廷伸率为 32%)的85.3%,且与旋转速度的变化关系不大。佛山搅拌摩擦焊新能源车
东莞智谷光电科技有限公司主营品牌有赛福斯特,智谷,发展规模团队不断壮大,该公司生产型的公司。公司是一家其他有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供高品质的产品。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供高品质的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头。智谷搅拌摩擦焊以创造高品质产品及服务的理念,打造高指标的服务,引导行业的发展。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯
产品推荐
-

节能铝型材私人定做
2024-12-26 -

广东加工铝型材
2024-12-26 -

自动化铝型材销售厂家
2024-12-26 -

哪些铝型材生产厂家
2024-12-26 -
机械铝型材24小时服务
2024-12-26 -

汽车轮毂铝型材技术指导
2024-12-26 -
直销铝型材工厂直销
2024-12-26 -
广东自动化铝型材公司
2024-12-26 -
节能铝型材生产厂家
2024-12-26