
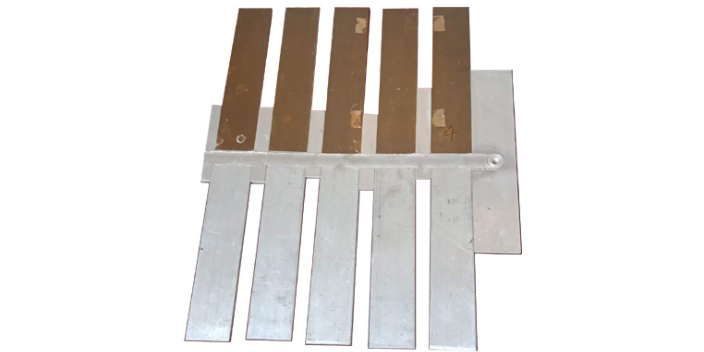
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
一般汽车零部件的FSW焊接 些粪型汽车零件的焊接。随着汽车平均用铝量的增大,以及铝制汽车零件的增多,搅拌摩擦焊在汽车工业会得到越来越的应用。如发动机和底盘支架、油箱、公共汽车和视场用车辆. 汽车遥盖、液压成型管接头、轮箍、摩托车和自行车架、坯料缝合、空间结构,连接挤压震形形形态节点、卡车车体、带有关节的吊车/人员通道、罐车、卡车的起重机构、起重视车、铝合金材质抗车的继修、装甲车、镁或镁/铝焊接/101。所以无论从铝合金的焊接性考虑,还是从与其他焊接工艺的比较优势考虑,采用搅拌摩擦焊技术焊接缝合坯料都是可行的,并且是值得大力推广的。美国Tower Automotive汽车公司已经采用搅拌摩擦焊技术生产缝合坯料。汽车制造驶上搅拌摩擦焊之路。我国要发展成为制造强国和要创新性国家,在中国搅拌摩擦焊技术发展的晨曦中我们看到了希望的光芒。佛山搅拌摩擦焊主轴
搅拌摩擦焊
赛福斯特不仅在技术方面不断研究开发,而且还将其较早推广到各大主流院校以谋共同发展,比如与哈尔滨工业大学、西北工业大学、清华大学、北京航空航天大学、中科院金属材料研究所、燕山大学等各个工业大学以及相关的研究机构达成了合作,鼓励其成立搅拌摩擦焊研究专业,培养专业人才,以在较短的时间内,把基础培养和技术研究基本架构建立起来。而赛福斯特在这其中扮演了中国搅拌摩擦焊中心的“”的角色,以推动技术和市场齐头并进。经过近20年的技术和市场培育,当前中国能够提供搅拌摩擦焊技术的企业已经培育了很多家,但他们都是赛福斯特较初的用户及其培育的企业。在一般人看来,赛福斯特当初的举措为自己培养了潜在的竞争对手,于他而言“只有众人拾柴才能火焰高,搅拌摩擦焊技术的发展和推广也是如此。”显然,他没有把这些同行看作是对手,而是当成了焊接技术创新道路上的队友。众人划桨开大船。也许正是因为赛福斯特有这样的胸怀,才得以将搅拌摩擦焊技术在中国发展得如此强劲。目前,在我国搅拌摩擦焊技术已成功应用到包括航空、航天、舰船、兵器等领域及汽车工业、水冷板、电力电子、轨道交通、5G等民用工业领域。深圳搅拌摩擦焊电池托盘工艺方案填补了国内空白,满足了航空航天行业G端装备的需求。
减轻质量、提高推重比和增加有效载荷一直是航空发动机和飞机结构设计追求的目标,钛合金由于具有质轻、比强度高以及抗冲击等优点而成为航空航天重点发展的新材料之一。 而铝合金是目前航空航天、录器装备等高新技术领域中很多应用的金属材料21。 因此,将钛合金与铝合金连接形成复合结构可以Z大积覆地利用材料各自的优点,获得更好的经济效益,因而,在航空航天、武器装备等领域具有广阔的应用景。然而、钛合金与铝合金都是活性、极易氧化的金属,两者熔点、热导率、热膨胀系数以及晶体结构等物理性能差异很大,采用常规的焊接方法难以获得满足使用性能要求的焊接接头,如熔化焊接时,两种属液相混合将生成大量脆性金属间化合物,接头强度很低。 目前,国内外采用电弧熔钎焊”、激光溶钎、固态扩散焊和液相扩散焊等方法对钛和铝异种材料的焊接进行了研究。搅拌摩擦焊是一种固拔扩散焊接方法,基本不受材料的物理化学性能和力学性能、晶体结构等的影响,对克服不同材料性能差弄带来的焊接困难具有极大的优势,能够避免熔化焊的一些缺陷、减少脆性金属间化合物的形成,比较适合于异种材料的连接。
搅拌摩擦焊接技术在电力行业应用:中国搅拌摩擦焊中心与电子科技联合研制开发6063、LD10和LF5等铝合金散热器的搅拌摩擦焊接工艺,该散热器用作某型号控制电路板外接液冷散热,以保证电子元器件正常的工作温度。 它传统的焊接工艺是将盖板与底座用钎焊方法进行连接,形成蛇形液流通道空腔,电路板置于其上,工作过程中通入循环冷却液进行散热。但是,复杂的盖板与槽之间形成了复杂的配合效果,整条焊缝的配合间隙极不一致,采用钎焊很难保证复杂的蛇形曲线焊缝得到一致的连接深度和强度、容易出现多种难以避免的焊接缺陷。前期生产中发现,零件表面加工掉lmm左右的余量之后,打压试验中出现了多处的渗漏;而且部分钎料渗流到液流通道中影响流量,并污染冷却液。经研究课题组决定尝试采用搅拌摩擦焊接方法进行焊接。 采用搅拌摩擦焊接专yong设备及其焊接的两件蛇形盖板铝合金散热器,焊后表面加工掉1mm后打压4MPa持续20分钟无渗漏,超过2MPa持续15分钟无渗漏的设计要求。且通过理论计算。但对15mm宽带板内水道结构,1mm的FSW有效焊接深度就可以承受10MPa以上的内压力。搅拌摩擦焊代替熔焊可实现铝合金结构件的制造和现场装配,消除熔焊时的裂纹、气孔等缺陷,获得无缺陷接头。

搅拌摩擦焊(简称FSW)原理,其中搅拌头由特殊形状的搅拌指棒和轴肩组成,搅拌指棒的形状比较特殊,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造,焊接过程中搅拌指棒要旋转着插入被焊材料的结合界面处,并且沿着待焊界面向前移动,搅拌指棒长度一般略小于被焊材料的厚度。 搅拌摩擦焊对于轻合金材料如:铝合金、镁合金、锌合金等的连接在焊接方法、力学性能和生产效率上具有其他焊接方法不可比拟的优越性;由于焊接温度一般低于材料的熔点,所以搅拌摩擦焊是一种固态连接方法,焊缝接头具有优良的力学性能和很小的焊接变形,焊接过程中不需要保护气和焊丝,没有熔化、烟尘、飞溅、弧光,是一种环保型的新型连接技术。 目前,搅拌摩擦焊可以实现对接、搭接、角接等多种结构形式的连接,搅拌摩擦焊在轻合金结构件的制造中得到了越来越的应用。机械化自动焊可以减少对人工的依赖,加快生产效率,降低产品单个成本。深圳搅拌摩擦焊电池托盘工艺方案
搅拌摩擦焊是一种新型的连接技术,为工业制造领域轻合金结构件的连接翻开了崭新的一页。佛山搅拌摩擦焊主轴
波音公司对多种搅拌摩擦焊接头进行了研究。薄板对接接头是航空领域使用Z普遍的一种连接方式. 这种搅拌摩擦焊接头容易制造,其实用性已经被证明。但是搭接接头的搅拌摩擦焊由于中间横向界面的存在,相对比较困难,材料的清洗,接头的外形以及上层零件的厚度减少等都需要研究。由于搅拌头肩台的存在,飞机肋条需要变为T形以承受焊接压力,焊后由于T形接头焊核两边存在缺口,由此引起的应力集中会减少接头的寿命。 T形接头的两侧存在缺口(图4°)的原因是T形搭接无法实现搅拌头和底部支撑材料的等宽度焊接. 底部材料必须作为搅拌塑化材料的容器实现焊接。缺口的存在通常会引起严重应力集中,从而减少结构件的疲劳寿命;但对T形接头以及扩展蒙皮的“蝴蝶”高周试验却很有趣,通过试验观察,疲劳失效很少发生在缺口的尾段,相反却多发生在悬臂筋条末端的未焊接蒙皮上。波音公司目前致力于搅拌摩擦焊研究和应用,其中主要研究薄板对接接头、厚板对接接头、薄板T形接头在航宇工业中的应用。佛山搅拌摩擦焊主轴
东莞智谷光电科技有限公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。在智谷搅拌摩擦焊近多年发展历史,公司旗下现有品牌赛福斯特,智谷等。公司坚持以客户为中心、研发、生产、销售、租赁:光电产品、搅拌摩擦焊接设备、自动化设备、激光设备;搅拌摩擦焊接技术、激光技术的咨询、技术服务与技术成果转让;货物及技术进出口(法律、行政法规规定禁止的项目除外;法律、行政法规规定限制的项目须取得许可方可经营)市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。智谷搅拌摩擦焊始终以质量为发展,把顾客的满意作为公司发展的动力,致力于为顾客带来***的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品


与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯






