
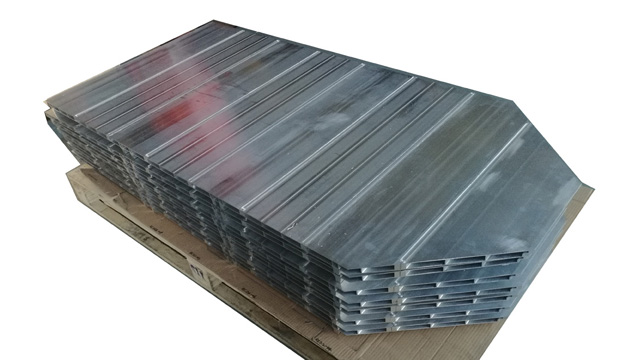
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
一般汽车零部件的FSW焊接 一些典型汽车零件的焊接如图8所示。随着汽车平均用铝量的增大,以及铝制汽车零件的增多,搅拌摩擦焊在汽车工业会得到越来越的应用。如∶发动机和底盘支架、油箱、公共汽车和机场用车辆、汽车篷盖、液压成型管接头、轮箍、摩托车和自行车车架、坯料缝合、空间结构,连接挤压成型管与铸造节点、卡车车体、带有关节的吊车/人员通道、罐车、卡车的起重机构、起重机车、铝合金材质汽车的维修、装甲车、镁或镁/铝焊接。 a 缓冲器的FSW焊接 搅拌摩擦焊焊接过程中需要施加一定的压紧力,尤其是工件厚度、材料不同,需要的机床结构刚度不同,主轴驱动力矩也不同,所以需要根据工件尺寸的厚度、大小、形状等选择不同结构形式的的搅拌摩擦焊设备。在未来的道路上,公司将进一步提高智能化水平和生产效率,快速高效地为焊接行业提供较佳解决方案。广东搅拌摩擦焊优点
搅拌摩擦焊
用打磨机、钢丝刷去除铝板表面及侧边的氧化膜,用1)40擦拭表面油污.试验时,以对接形式装夹,焊缝形式为511,装配后间隙值须小于0.1 mm, 错边量小于0.05 mm,焊接位置为PA位置。搅拌摩擦焊在搅拌头不变的情况下,其工艺参数包括搅拌头的前倾角、搅拌头旋转速度、焊接速度以及顶锻力,本试验中前倾角全部为2。,试验参数设置釆用了矩阵方法,共进行了8组试验,其中旋转速度的范围为400-2 500 r/min,焊接速度的范围是500-1 500 nim/min在试验初期由于顶锻力不确定,没有使用恒压力控制系统,而是采用了搅拌头按照J对 坐标系运动的方式,并釆用压力监测软件来读取顶 锻力的数据,以获取顶锻力的范围:通过改变工艺参数获得了不同性能的接头.焊后笔者对试件进行了外观检查、渗透及射线探伤,并沿着接头横断面 进行切割,得到宏观金相、拉伸、弯曲试件,进而 确定ZUI优焊接工艺参数广州搅拌摩擦焊 赛福斯特专业团队专职服务;定期巡检;随时互动 ;24小时在线服务;2小时回应12小时到现场。

随着旋转速度的提高.不同焊接速度条件下接头抗拉强度并无统一规律可循。在所选参数范围内.接头强度随旋转速度的变化不大。最大值与最小值之间相差6MPa,而强度ZUI高可达母材 (母材强度为138.8MPa)的96. 2% o另外.当旋转速度为1600r/min和1800r/min时.数据离散性比较小, 最大值与最小值之间相差2MPa;当旋转速度为1500r/min和 2000r/min时.数据离散性比较大.约为 6MPa;因此.1600r/min和18r/min的旋转速度与焊接速度的匹配比较好。 各个旋转速度条件下的数据离散性相差不大.均为6%左右。只是焊接速度3、4在所选参数范围内与旋转速度的匹配比较好.延伸率曲线比较平直,上下波动在2%范围内。即在焊接速度比较髙时,接头延伸率比较高.ZUI高可达母材(母材廷伸率为 32%)的85.3%,且与旋转速度的变化关系不大。
钛合金/留合金异种金属搅拌摩擦焊时在焊接区形成了Ti-N系金属间化合物。这是由于Ti和A均是活性元素,搅拌原擦焊时,搅拌头与工件间的摩擦热提高焊缝温度,同时,焊缝区的Ti 与M在搅拌头的作用下混合,并经历剧烈的塑性变形,二者的综合作用使焊缝在固态下形成T-N金属间化合物。脆性的金属间化合物会使接头性能变差,当接头中形成数量较多的金属间化合物时,焊接接头变脆.在焊接应力作用下有可能导致焊缝开裂。 在焊核和铝合金母材边界还观察到磨损后脱落的颗粒。对颗粒进行能谱分析,发现其主要成分为62.09%Fe、17.03%Cr、6.79% Ni、6.92% Ti和6.44% Al(质量分数),这与搅拌头所用高温合金材料的成分接近,因此,这种颗粒是搅拌头磨损后脱落的颗粒,说明钛合金/铝合金异种材料焊接时搅拌头的磨损很严重。 因此,对于钛合金/铝合金异种材料的搅拌摩擦焊接,一方面要通过调整工艺减少焊接接头中金属间化合物的数量,另一面要研制耐磨损的搅拌头才有可能进一步提高接头性能。解决大厚度铝合金焊接难题的“钥匙”!
搅拌摩擦焊作为一种新型的装配制造工艺为飞机制造工程中总成本的降低提供了极大的可能性。进色公司正在探索扩大援拌降擦焊方法在其产品范围中的应用,如商用客机、战斗机和空间飞行器等。日前,对搅拌厚擦焊的研究和试验已经超出了简单的试验验证,且进入了系统化的工程应用开发阶段。对搅拌降擦焊的应用不是简单的连接方法的代替,而是系统级别的结构设计和制造主线的提高和进步,对航字系统的制造提供了一个根本性的变化。 波音公司已经对一个应用搅拌摩擦焊的战斗机零件进行了静态机械性能以及疲劳试验,并且进行了3 行验证。该公司目前正在致力于低成本、小批量、预成型件和机加工件的搅拌摩擦焊、来代替高成本、大型单件零件的制造。由于搅拌摩擦焊容易实现自动化,所以在未来它可以作为经合金结构制造装配的主要方法和关键技术。目前波音公司制作了3件方向舵翼,经过无损检测选择Z佳一件接受内、外表面飞行处理,然后装机试飞,经过6个周期的飞行试验,再检查缺口的发展情况,结果没有发现缺口扩展和失效迹象,进一步首试验验证正在进行中。搅拌摩擦焊接技术是一种新型的高附加值的铝合金焊接新技术。广州供应商搅拌摩擦焊报价行情
让成千上万的客人认识到搅拌摩擦焊这种新技术。广东搅拌摩擦焊优点
搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头等产品及服务是必需消耗品,需求与现存市场容量密切相关,增量市场不断转化为存量市场,市场规模随着存量的增加而持续增长。智能网联是搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头工业未来发展的方向,是工业4.0的基本标志。因此,加快推进我国机械工业的数字化、智能化、网联化是实现我国机械工业高质量发展的必然要求。绿色低碳是未来搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头的基本要求。因此,推动机械工业行业由环境污染型向绿色低碳型转变是我国机械工业高质量发展的必然要求。人们对于环境的日益关注,反映了公众对环境保护生产型的重视程度。据环保部发布的数据显示,2015年,京津冀、长三角、珠三角区域及直辖市省会城市等74个城市空气质量平均超标天数比例为39.7%。广东搅拌摩擦焊优点
东莞智谷光电科技有限公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。致力于创造***的产品与服务,以诚信、敬业、进取为宗旨,以建赛福斯特,智谷产品为目标,努力打造成为同行业中具有影响力的企业。我公司拥有强大的技术实力,多年来一直专注于研发、生产、销售、租赁:光电产品、搅拌摩擦焊接设备、自动化设备、激光设备;搅拌摩擦焊接技术、激光技术的咨询、技术服务与技术成果转让;货物及技术进出口(法律、行政法规规定禁止的项目除外;法律、行政法规规定限制的项目须取得许可方可经营)的发展和创新,打造高指标产品和服务。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为重点,为客户提供良好的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头,从而使公司不断发展壮大。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯





