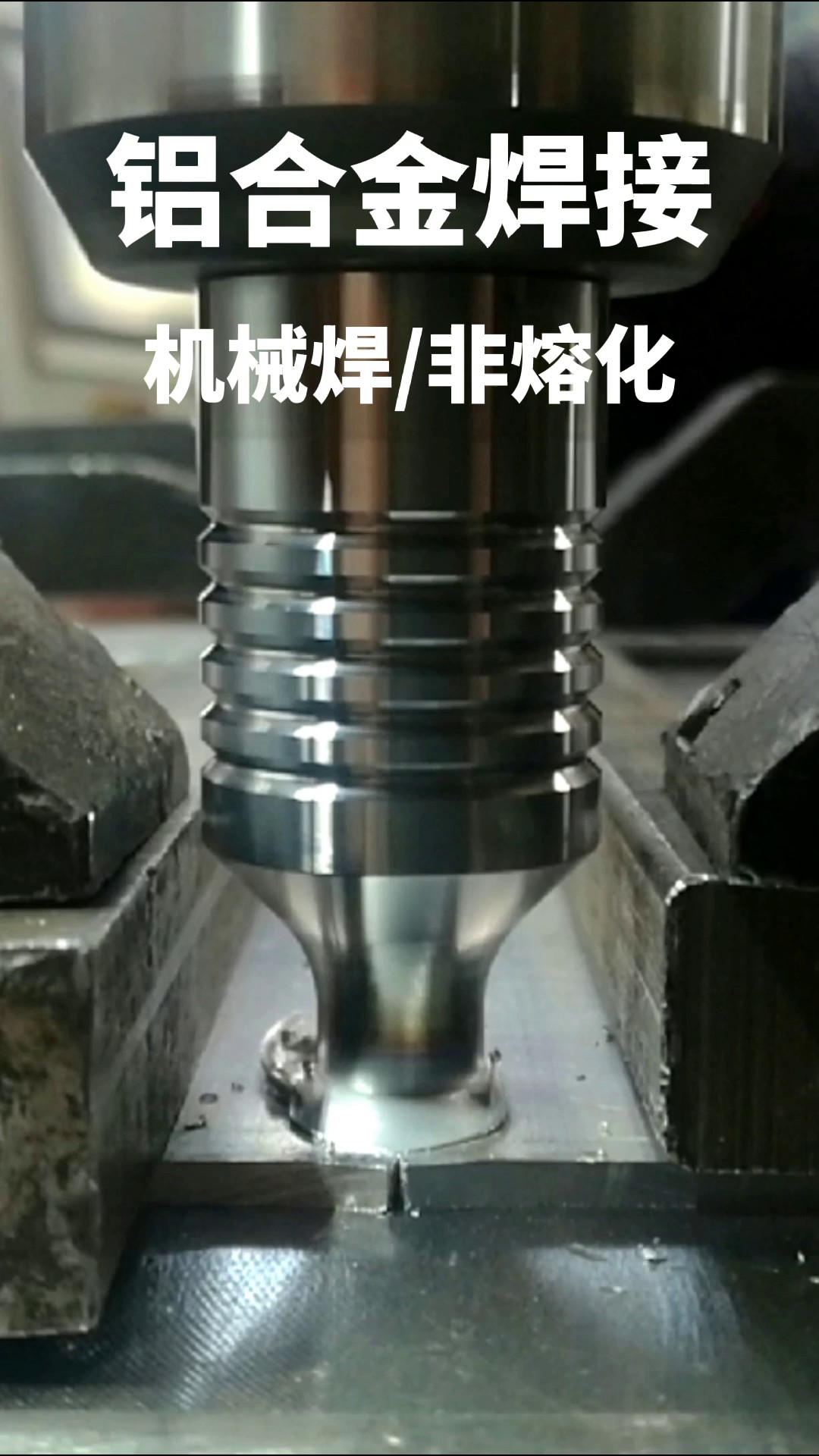
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
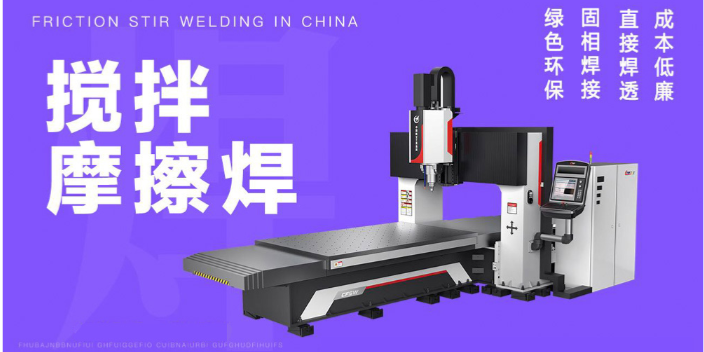
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
赛福斯特不仅在技术方面不断研究开发,而且还将其较早推广到各大主流院校以谋共同发展,比如与哈尔滨工业大学、西北工业大学、清华大学、北京航空航天大学、中科院金属材料研究所、燕山大学等各个工业大学以及相关的研究机构达成了合作,鼓励其成立搅拌摩擦焊研究专业,培养专业人才,以在较短的时间内,把基础培养和技术研究基本架构建立起来。而赛福斯特在这其中扮演了中国搅拌摩擦焊中心的“”的角色,以推动技术和市场齐头并进。经过近20年的技术和市场培育,当前中国能够提供搅拌摩擦焊技术的企业已经培育了很多家,但他们都是赛福斯特较初的用户及其培育的企业。在一般人看来,赛福斯特当初的举措为自己培养了潜在的竞争对手,于他而言“只有众人拾柴才能火焰高,搅拌摩擦焊技术的发展和推广也是如此。”显然,他没有把这些同行看作是对手,而是当成了焊接技术创新道路上的队友。众人划桨开大船。也许正是因为赛福斯特有这样的胸怀,才得以将搅拌摩擦焊技术在中国发展得如此强劲。目前,在我国搅拌摩擦焊技术已成功应用到包括航空、航天、舰船、兵器等领域及汽车工业、水冷板、电力电子、轨道交通、5G等民用工业领域。现阶段我国制造工业对搅拌摩擦焊技术需求强烈。珠海搅拌摩擦焊产品
搅拌摩擦焊
在电力、电子行业中、为解决大功率器件发热烧毁或过热导致性能不稳定等问题,常常需要使用辅助的散热器为器件降温。在需要对工作温度进行严格控制的场合,大概每个功率在50W以上的元器件至少使用1~2个铝散热器、因此、散热器在电子产品上的应用非常大。如某研究所开发的650KW大功率斩波器上的1GBT大功率开关元器件必须就安装在水冷散热器上才能正常工作。而水冷散热器在使用中,其密封与否、散热效率的高低将直接影响大功率开关元件的正常运行,同时这也是整个装置正常运作的关键。 传统的散热器较多采用铜、铝及其合金制造,连接工艺一般采用钎焊,部分采用熔焊。目前,从经济性、轻量化方面考虑、用铝材代替传统的铜材制造散热器是非常理想的。但是,与铜相比、铝更加不易钎焊,由于其较大的线膨胀系数,熔焊就更加困难。 对于散热器这样大而复杂的铝部件,焊接成为加工制造中Z难的一道工序。 搅拌摩擦焊技术属于固态焊接技术,具有优异的接头强度,对传统焊接方法难焊和不能焊接的铝、铜、镁等有色合金有很好的适应性。该技术非常适用于铝或铜质散热器的焊接。肇庆铝板搅拌摩擦焊口碑推荐搅拌摩擦焊为现代船舶制造提供了新的连接方法。

搅拌摩擦焊技术在电力行业的应用:目前国内电力行业电力传输用的交、直流功率转换热沉器(图1a)所示),前期为ABB进口产品、目前国家根据电力发展需要将其国产化。该热沉器产品材料为6063铝合金材料、ABB公司的产品工艺要求必须用搅拌摩擦焊接,而且目前所有焊接技术(TIG、电子束、激光)都无法焊接、搅拌摩擦焊接工艺占到产品总加工量的四分之一。要实现该产品的国产化,必须采用搅拌摩擦焊工艺。经过2003年的努力,通过调整合适的焊拨压人量,解决了焊接中的隧道缺陷问题,该热沉器产品已经在中国搅拌摩擦焊中心实验室开发成功,并且已生产出合格产品样件,该样件经过厂家的检验,在2.5MPa压力下持续7个小时不泄量(设计检验指标∶1.5MPa压力下持续15分钟不泄漏),产品质量和性能远远超过厂家设计和检验指标。 以提高产品的FSW质量为出发点,中心还就产品的焊前准备、焊接操作规程、FSW生产工艺、产品静压检测以及无损检测等方面进行了再开发和研究,日前已具备较为成熟的全套生产与检验工艺标准。
搅拌摩擦焊接技术在电力行业应用:中国搅拌摩擦焊中心与电子科技联合研制开发6063、LD10和LF5等铝合金散热器的搅拌摩擦焊接工艺,该散热器用作某型号控制电路板外接液冷散热,以保证电子元器件正常的工作温度。 它传统的焊接工艺是将盖板与底座用钎焊方法进行连接,形成蛇形液流通道空腔,电路板置于其上,工作过程中通入循环冷却液进行散热。但是,复杂的盖板与槽之间形成了复杂的配合效果,整条焊缝的配合间隙极不一致,采用钎焊很难保证复杂的蛇形曲线焊缝得到一致的连接深度和强度、容易出现多种难以避免的焊接缺陷。前期生产中发现,零件表面加工掉lmm左右的余量之后,打压试验中出现了多处的渗漏;而且部分钎料渗流到液流通道中影响流量,并污染冷却液。经研究课题组决定尝试采用搅拌摩擦焊接方法进行焊接。 采用搅拌摩擦焊接专yong设备及其焊接的两件蛇形盖板铝合金散热器,焊后表面加工掉1mm后打压4MPa持续20分钟无渗漏,超过2MPa持续15分钟无渗漏的设计要求。且通过理论计算。但对15mm宽带板内水道结构,1mm的FSW有效焊接深度就可以承受10MPa以上的内压力。将航天应用技术与民用市场进一步融合,推进制造业企业智能化发展。
旋转速度相同条件下,焊接速度越高,焊缝表面越粗糙,甚至出现参差不齐的飞边。而相同焊接速度条件下,旋转速度越高,焊缝表面越光滑,没有或有少量飞边。搅拌摩擦焊接过程中的线能量与旋转速度、摩擦系数和焊接力等成正比,与焊接速度成反比。因此,旋转速度相同时,焊接速度越高,焊接线能量越低,相应的接头金属塑化情况变差,焊缝表面越粗糙。而相同焊接速度条件下,旋转速度越高,焊接线能量越高,接头金属塑化情况得到改善,因而焊缝表面越光滑。不同旋转速度条件下焊缝表面亮度不同。旋转速度较低时,焊缝表面比较暗,转速950r/min时焊缝表面局部发黑;随着旋转速度的提高,焊缝表面的亮度增加,在旋转速度为1500r/min时,焊缝表面呈银白色。这是由于作用于接头的搅拌头分为搅拌针和轴肩两部分,如图5所示。随着旋转速度的增加,轴肩与接头金属之间作用产生的热量不能够迅速向接头内部扩散,在焊缝表面形成能力聚积,可以认为焊缝表层的能力聚积使表层金属技术解决了铝合金加工制造过程中的连接技术瓶颈。肇庆铝板搅拌摩擦焊口碑推荐
公司已经可以实现铝、镁、铜、钛、铁等合金以及异种金属的焊接,公司采用FSW技术生产的铝合金结构件。珠海搅拌摩擦焊产品
铝合金材料的搅拌摩擦焊 搅拌摩擦焊几乎可以焊接所有系列的铝合金材料,其中包括以前传统焊接方法认为“不可焊接”的沉淀强化高Q铝合金材料;对于异种材料的连接,搅拌摩擦焊也具有较大的优越性,如搅拌摩擦焊不可以实现2024/6061 以及2024/7075 等不同牌号铝合金材料的焊接、还可以实现铜合金和铝合金等不同种材料的焊接。 经过多年研究,目前搅拌摩擦焊可以焊接厚度为1~150mm的铝合金材料(图2所示为单道焊接的20mm厚的搅拌摩擦焊接头),焊接速度从5mm/s到8000mm/min。 除铝合金外,搅拌摩擦焊在铜合金、镁合金、锌合金、铅合金上的开发应用也取得很大进展;国外资料介绍了铜合金、钛合金结构件和铝基复合材料的搅拌摩擦焊研究也很成功;另外异种材料的搅拌摩擦焊连接,如铝合金与镁合金、铝合金与铜合金等已经取得了成功应用。珠海搅拌摩擦焊产品
东莞智谷光电科技有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展赛福斯特,智谷的品牌。我公司拥有强大的技术实力,多年来一直专注于研发、生产、销售、租赁:光电产品、搅拌摩擦焊接设备、自动化设备、激光设备;搅拌摩擦焊接技术、激光技术的咨询、技术服务与技术成果转让;货物及技术进出口(法律、行政法规规定禁止的项目除外;法律、行政法规规定限制的项目须取得许可方可经营)的发展和创新,打造高指标产品和服务。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为重点,为客户提供良好的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头,从而使公司不断发展壮大。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
产品推荐
-

靠谱的铝型材生产厂家
2024-12-25 -
电池托盘铝型材技术指导
2024-12-25 -

广东定做铝型材哪里好
2024-12-25 -

5G反射板铝型材性能
2024-12-25 -

广东固定铝型材价格
2024-12-25 -
环保铝型材欢迎选购
2024-12-25 -

铝合金铝型材哪里有
2024-12-25 -
购买铝型材选择
2024-12-25 -
广东加工铝型材厂家
2024-12-25