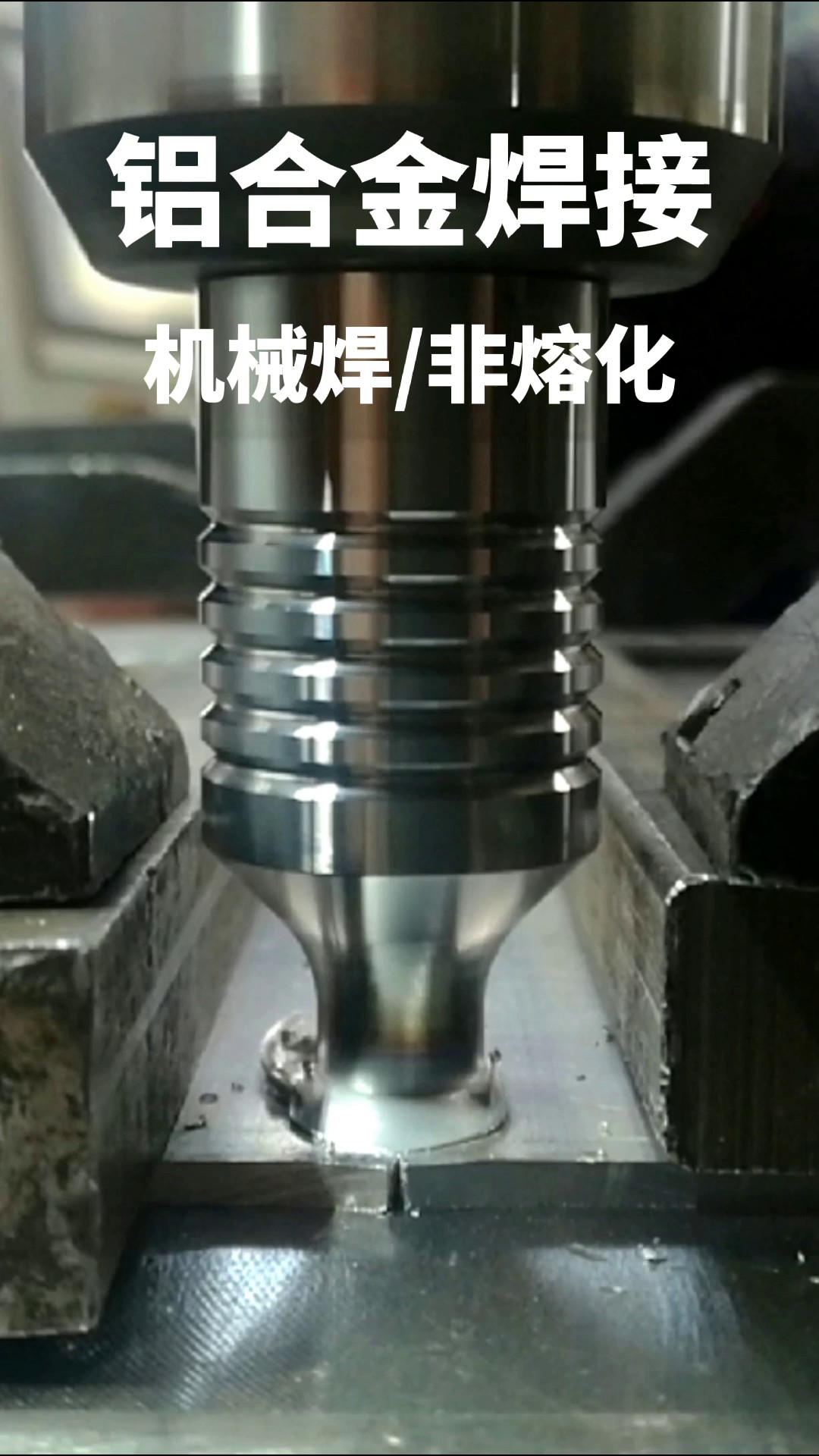
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
汽车铝合金的焊接性: 铝及铝合金材料长期暴露在空气中,容易在金属表面形成致密的氧化膜,虽然铝的熔点比较低(600℃左右),但是表面氧化膜的熔点却较高(2050℃),并且氧化膜的密度为纯铝密度的1.4倍,基于以上原因,铝合金氧化膜的存在为此类材料的熔化焊接造成了很大的困难,为此,采用熔化焊,通常需要在焊前对铝合金进行严格的氧化膜清理工作;但如果采用新型的搅拌摩擦焊技术,焊接过程中伴随着搅拌头的搅拌、挤压、粉碎、弥散等连续的机械作用,可以自动铝合金表面氧化膜,而不需要在焊前进行严格的清理工作。 铝合金焊接中另外一个重要缺陷是氢气孔,氢在液态铝中的溶解度很高,而在固态铝中的溶解度降低,采用熔焊方法焊接铝及其合金,由于工件表面有油污或者不干燥,焊接时焊缝金属中容易吸附大量的氢;当熔化焊缝冷却时,那些来不及析出的氢气就容易形成氢气孔;如果采用搅拌摩擦焊来焊接铝合金材料,基于搅拌摩擦焊技术本身固相焊接特点以及焊接过程中轴肩对焊缝金属的顶锻和自密封保护作用,焊接过程中焊缝不会吸附大量的氢,也不会在焊缝中形成氢气孔缺陷。搅拌摩擦焊为船舶制造中铝合金结构件的连接提供了ZUI佳方案。中山搅拌摩擦焊技术学习心得
搅拌摩擦焊
接头力学性能根据拉伸试验和弯曲试验标准,在焊后的试板上进行取样,试验结果的统计如图4所示:当/Ml.()时,抗拉强度在不同的 焊接速度下所体现的趋势是类似的,基本上都是在 1.4-3.0之间某个区域达到ZUI高,向两端下降;而当 也>1.4时,弯曲性能基本合格,除此之外,还发现搅 拌摩擦焊焊缝的弯曲性能与内部隧道缺陷存在一定 关系:在对焊缝进行射线检测时,w<1.4,容易在焊 缝内部发现隧道缺陷,缺陷位置如图5所示;当 3N1.4时,焊缝内部无隧道缺陷。ZUI优合格参数区域 将焊缝抗拉强度达到母材的80%,弯曲性能合格、射线检测合格且焊缝外观合格的参数区域定义 为ZUI优合格参数区域,如图6所示。 旋转速度/(r-min ') 图6ZUI优合格参数区域2('008(6(4(20ZUI终选定 1200 r/min, F=80() nim/inin,顶锻力为14 kN,为5 mm厚6082-T6铝合金搅拌摩擦焊 焊接工艺评定参数"焊接时采用恒压力系统.焊后 外观成形美观,飞边较小,抗拉强度达到母材的 81%,弯曲试验结果为180。未出现任何缺陷,图7 为该焊接工艺参数下的焊缝外观、宏观金相以及弯曲试样。肇庆铝板搅拌摩擦焊解决方案为汽车、轨道客车、通讯电子等领域提供了技术的成果转化和产业化推广。

旋转速度作为搅拌摩擦焊接过程中的主要参数之一,対6063铝合金搅拌摩擦焊接头的焊縫成形以及力 学性能等有重要影响。该研究通过对不同旋转速按条件下焊缝形貌以及接头强度制延伸率的研究,可以得 出以下结论: 1.旋转速度与焊接速度如匹配不当,可能在焊缝表面形成飞边,使焊缝成形粗糙、光洁度变差; 2.在l500r/min以下,随着旋转速度的提高,6063 -T6铝合金搅拌摩擦焊接头强度以及延伸率等均有所提高; 3.在1500r/,nin以上,6063 -T5铝合金搅拌摩擦焊接头强度均可达到母材强度的90%以上,ZUI高可达 96.2% ; 4.在l500r/min以上,匹配高焊接速度时6063 -T5铝合金搅拌摩擦焊接头可以得到比较高的延伸率, ZUI髙可达母材的85. 3%。 因此,适当选择焊接参数可以获得优ZHI的6063铝合金搅拌摩擦焊接头。
1、搅拌摩擦焊是一项区别于熔化焊和机械连接的新型焊接技术; 2、基于成本降低、重量减少以及优越的接头性能等方面的诸多优点,搅拌摩擦焊在飞机制造工业中的应用将具有巨大的潜在性。 3、搅拌摩擦焊技术的出现,为飞机的设计及制造提供了新的方法和途径。 4、世界范围的航宇工业正在探索扩大搅拌摩擦焊技术在飞机、喷气发动机和空间飞行器上的应用。 搅拌摩擦焊在飞机制造领域的诸多研究,预示着此技术在飞机制造领域将会有更很多的应用。 缩比焊接件的压缩试验:近期研究结果表明,搅拌摩擦焊具有相当好的工艺重复性和宽的工艺窗口、在转速波动-20%~+40%和焊接速度波动-33%~+100%的条件下,还能够得到优良的接头;被焊零件的变形很小、对于长度为1500mm 的零件Z大变形量2mm;经过X射线和“相矩阵”超声波扫描无损检查,没有发现气孔和裂纹;对缩比件的试验表明,焊接件的压缩强度可以达到母材金属的96%。尽管这些结果表明搅拌摩擦焊在中心翼盒中的应用很成功,但还需要进一步的试验验证和飞行测试。铝合金搅拌摩擦焊接头的冲击韧度比较好,包括冲击力、冲击载荷以及冲击条件下的接头变形。

力学性能分析:每道焊缝分别在起始位置、中间位置以及终止位置(不包括焊缝末端的匙孔》取一个试样;力学修试验在ZD10/90电子拉力试验机上进行。根据每道焊缝中3个试样的拉伸试验值求平均值,分析旋转逸对6063铝合金搅拌摩擦焊接头力学性能的影响。旋转速度对6063铝合金搅拌摩擦焊接头抗拉强度的影响。随着旋转速度的提高,接头强度色加。当旋转速度为950r/min时,接头强度约为105MPa;当旋转速度为1500r/min 时,接头强度在140%以上。旋转速度对6063铝合金搅拌摩擦焊接头延伸率的影响。接头延伸率与接头强度有相同的趋旋转速度以及焊接速度对接头延仲率有着类似的影响。当旋转速度为950r/min 时,接头延伸率为2.0;当旋转速度为1500/min,采用低焊接速度匹配时,接头延伸率达到4.0;而当采用高焊接速度匹配时,头延伸率可以达到6.0以上。 由试验一的结果可以看出,高旋转速度、高焊接速度匹配条件下的接头强度、延伸率均比较高。秘这一结果,设计了第二次试验,试验材料改为T5状态6063铝合金。完全解决了铝合金的特殊物理性质造成的困扰。佛山搅拌摩擦焊压力
我们将竭诚为更多客户提供搅拌摩擦焊技术解决方案。中山搅拌摩擦焊技术学习心得
搅拌摩擦焊技术在电力行业的应用:目前国内电力行业电力传输用的交、直流功率转换热沉器(图1a)所示),前期为ABB进口产品、目前国家根据电力发展需要将其国产化。该热沉器产品材料为6063铝合金材料、ABB公司的产品工艺要求必须用搅拌摩擦焊接,而且目前所有焊接技术(TIG、电子束、激光)都无法焊接、搅拌摩擦焊接工艺占到产品总加工量的四分之一。要实现该产品的国产化,必须采用搅拌摩擦焊工艺。经过2003年的努力,通过调整合适的焊拨压人量,解决了焊接中的隧道缺陷问题,该热沉器产品已经在中国搅拌摩擦焊中心实验室开发成功,并且已生产出合格产品样件,该样件经过厂家的检验,在2.5MPa压力下持续7个小时不泄量(设计检验指标∶1.5MPa压力下持续15分钟不泄漏),产品质量和性能远远超过厂家设计和检验指标。 以提高产品的FSW质量为出发点,中心还就产品的焊前准备、焊接操作规程、FSW生产工艺、产品静压检测以及无损检测等方面进行了再开发和研究,日前已具备较为成熟的全套生产与检验工艺标准。中山搅拌摩擦焊技术学习心得
东莞智谷光电科技有限公司位于松山湖园区科技九路1号,拥有一支专业的技术团队。在智谷搅拌摩擦焊近多年发展历史,公司旗下现有品牌赛福斯特,智谷等。我公司拥有强大的技术实力,多年来一直专注于研发、生产、销售、租赁:光电产品、搅拌摩擦焊接设备、自动化设备、激光设备;搅拌摩擦焊接技术、激光技术的咨询、技术服务与技术成果转让;货物及技术进出口(法律、行政法规规定禁止的项目除外;法律、行政法规规定限制的项目须取得许可方可经营)的发展和创新,打造高指标产品和服务。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造高品质的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯





