
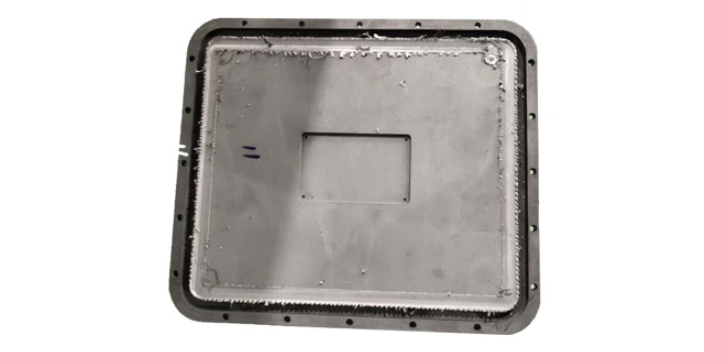
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
1、搅拌摩擦焊是一项区别于熔化焊和机械连接的新型焊接技术; 2、基于成本降低、重量减少以及优越的接头性能等方面的诸多优点,搅拌摩擦焊在飞机制造工业中的应用将具有巨大的潜在性。 3、搅拌摩擦焊技术的出现,为飞机的设计及制造提供了新的方法和途径。 4、世界范围的航宇工业正在探索扩大搅拌摩擦焊技术在飞机、喷气发动机和空间飞行器上的应用。 搅拌摩擦焊在飞机制造领域的诸多研究,预示着此技术在飞机制造领域将会有更很多的应用。 缩比焊接件的压缩试验:近期研究结果表明,搅拌摩擦焊具有相当好的工艺重复性和宽的工艺窗口、在转速波动-20%~+40%和焊接速度波动-33%~+100%的条件下,还能够得到优良的接头;被焊零件的变形很小、对于长度为1500mm 的零件Z大变形量2mm;经过X射线和“相矩阵”超声波扫描无损检查,没有发现气孔和裂纹;对缩比件的试验表明,焊接件的压缩强度可以达到母材金属的96%。尽管这些结果表明搅拌摩擦焊在中心翼盒中的应用很成功,但还需要进一步的试验验证和飞行测试。使中国轨道列车产品的焊接技术达到了国际先进水平。东莞铝合金发射筒搅拌摩擦焊
搅拌摩擦焊
搅拌摩擦焊(简称FSW)原理,其中搅拌头由特殊形状的搅拌指棒和轴肩组成,搅拌指棒的形状比较特殊,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造,焊接过程中搅拌指棒要旋转着插入被焊材料的结合界面处,并且沿着待焊界面向前移动,搅拌指棒长度一般略小于被焊材料的厚度。 搅拌摩擦焊对于轻合金材料如:铝合金、镁合金、锌合金等的连接在焊接方法、力学性能和生产效率上具有其他焊接方法不可比拟的优越性;由于焊接温度一般低于材料的熔点,所以搅拌摩擦焊是一种固态连接方法,焊缝接头具有优良的力学性能和很小的焊接变形,焊接过程中不需要保护气和焊丝,没有熔化、烟尘、飞溅、弧光,是一种环保型的新型连接技术。 目前,搅拌摩擦焊可以实现对接、搭接、角接等多种结构形式的连接,搅拌摩擦焊在轻合金结构件的制造中得到了越来越的应用。中山搅拌摩擦焊的上市公司搅拌摩擦焊接技术是一种新型的高附加值的铝合金焊接新技术。

搅拌摩擦焊技术(friction stirwilding. FSW)是一项固相连接新技术。搅拌摩擦焊接过程中的主要热量来源是摩擦热与塑性变形能量。焊接起始阶段,由于搅拌头与接头金属之间属于“冷”接触,因而摩擦热起主要作用。稳定焊接阶段.由于接头金属已经充分塑性软化,软化金属随着搅拌头的运动实现转移.形成连续的塑性流。从而使搅拌头与接头金属之间的摩擦热减少,所以塑性变形能起着维持搅拌摩擦焊接过程正常进行的重要作用。搅拌摩擦焊接过程中没有金属熔化,焊接温度比较低,因而是一个固态焊接过程。并且焊接过程中伴随着强烈的摩擦、 碾压与粉碎作用。釆用搅拌摩擦焊接技术焊接铝合金,能够避免因接头金属熔化造成的气孔、裂纹等冶金缺陷,并对接头表面氧化膜有一定粉碎作用。
近些年来,高速铁路在我国发展速度较快,高速列车的制造技术也得到了大力发展,列车车体的制造材料实现了从碳钢到不锈钢、铝合金的转变。 6000系铝合金具有中等强度、优异的成形性和耐蚀性,是目前铝合金车体应用量ZUI大的铝合金,然而, 使用熔化焊方法焊接铝合金,易出现气孔、焊接热 裂纹及软化等焊接缺陷;搅拌摩擦焊与传统熔焊法相比,具有焊接接头外观平整、性能优良、焊后残余应力和变形小,无烟尘、无辐射,不需焊丝、 不需气体保护、节能等优点申,人们在FSW研究和实际应用中已经发现,尽管这种方法本身可以获得高质量的接头,但是焊接工艺参数选取不当会产生焊接缺陷,使接头质量的下降,在这种情况下,实现接头质量的控制和预测是FSW的工业化应用亟待解决的问题。是一家专业从事铝合金搅拌摩擦焊整体行业解决方案的企业。
法国EADS合作研究中心(简称EADS CRCF)目前致力于铝合金焊接技术的发展,用来提高低成本高性能轻型飞机结构的制造能力,其中空中客车飞机的中心翼盒的制造研究便是其中涉及到的零件之一、如图5所示。此项目的主要研究内容是利用对接焊的挤压型材来代替 传统的铆接制造方法,以期在飞机中心翼盒的制造中达到减少重量和降低成本的目的。 图5 飞机中心翼盒的搅拌摩擦焊 对于此研究项目、得到固相连接接头的搅拌摩擦焊应该是Z佳的选择。因为一方面搅拌摩擦焊实现过程简单、工艺再现性好、焊接变形小,接头的机械性能优良,而且几乎没有焊接缺陷;另一方面飞机中心翼盒使用的材料是很难用熔焊焊接的7000系列铝合金,结构中需要长的线性焊缝并要求尽可能小的焊接应力和变形。所以、EADS中心针对搅拌摩擦焊技术采取了如下步骤进行研究∶(1)证明厚度为10mm的7000系列挤压铝合金型材搅拌摩擦焊的可行性,开发合适的焊接工艺方法;(2)在ESAB公司生产的半自动焊接设备上研究搅拌摩擦焊工艺方法的再现性和进一步改进与提高;(3)制作1500mm长的搅拌摩擦焊试验件;让成千上万的客人认识到搅拌摩擦焊这种新技术。中山搅拌摩擦焊的上市公司
技术吸引了众多国内外客户的参观与咨询。东莞铝合金发射筒搅拌摩擦焊
对于散热器这样大而复杂的铝部件,焊接成为加工制造中Z难的一道工序。由于加工间隙等多方面影响,其钎焊焊缝的一致性很难保证、由于焊后变形等因素,还需留有一定的加工余量。对于密封性能要求较高的液冷散热结构件,要同时做到加工后密封性好且具备定的耐压强度,使用传统的熔焊或是钎焊都比较困难,生产中其废品率一直保持在较高的水平。 新近发明并成功在全世界范围迅速普及的搅拌摩擦焊接(FSW)技术,属于固态焊接技术、具有优异的接头强度,对传统焊接方法难焊和不能焊接的铝、铜、镁等有色合金有很好的适应性;同时、搅拌摩擦焊方法自动化程度很高,焊缝一致性、密封性能优异,因此搅拌摩擦焊技术非常适用于铝或铜质散热器的焊接。解决了散热器行业的焊接难题。现在已经逐渐被越来越多的散热器厂家采用。东莞铝合金发射筒搅拌摩擦焊
东莞智谷光电科技有限公司致力于机械及行业设备,是一家生产型公司。智谷搅拌摩擦焊致力于为客户提供良好的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头,一切以用户需求为中心,深受广大客户的欢迎。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造***服务体验,为客户成功提供坚实有力的支持。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品


与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯
产品推荐
-

机械铝型材24小时服务
2024-12-26 -

汽车轮毂铝型材技术指导
2024-12-26 -
直销铝型材工厂直销
2024-12-26 -

广东自动化铝型材公司
2024-12-26 -

节能铝型材生产厂家
2024-12-26 -
比较好的铝型材货源充足
2024-12-26 -

铝铸件铝型材哪里好
2024-12-25 -

什么是铝型材代理
2024-12-25 -

节能铝型材内容
2024-12-25