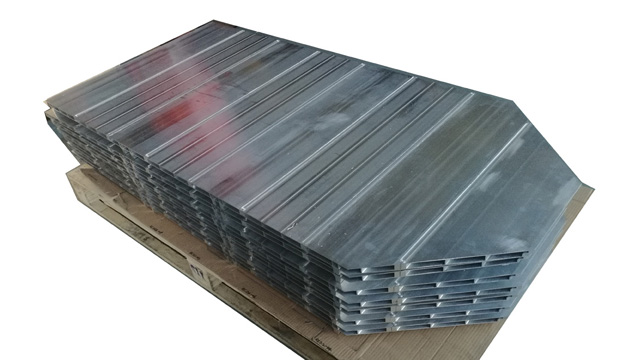
作为动力电池包箱体金属结构件的供应商汇创达·焊威,储能箱体采用搅拌摩擦焊工艺焊接,选择铝合金材质,满足其轻量化需求。搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
搅拌摩擦焊在散热器领域的应用 随着电子器件的集成度越来越高,传统的散热方式已不能满足特定领域的散热要求,取而代之的是不同规格尺寸的水冷组件,采用搅拌摩擦焊技术取代传统焊接工艺会降低废品率,便于产品的后续加工。 采用搅拌摩擦焊技术取代传统焊接技术逬行热沉器的批量制造,焊后产品外形美观、无焊接变形、无裂纹及气孔缺陷,焊接过程中不需要添加任何辅助材料,避免对冷却液的不利影响,产品综合性能得到提高。 搅拌摩擦焊技术的出现,也是散热器的体积缩小。符合现代电子产品的发展需要。 公司拥有国内多台专业化的平面二维数控搅拌摩擦焊设备,针对电子、电力等行业散热结构及其类似产品的特点,可批量化焊接及定制加工各种形式的铝合金工业散热器和热沉器,焊接厚度可以达到25mm,相关产品已在国内航天、航空、雷达、列车、电力等行业得到广F应用。为实现汽车轻量化更快更好的发展做出自己的贡献。东莞搅拌摩擦焊价格
搅拌摩擦焊焊缝应力低、变形小。 搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和结构变形。 搅拌摩擦焊是自动化焊接工艺、生产效率高。 搅拌摩擦焊的施焊条件是具有机床设备类似的运动伺服以及焊接参数的传感、设置和控制。焊接过程类似于铣床机械加工,焊接参数容易实现直接的测量和控制。非常适合自动化焊接。产品生产不需要严格的焊接工人培训和认证,只需要简单的数控操培训就可以从事批量化的工业产品生产。 焊接生产效率由设备的运动控制决定,对于薄板铝合金材料如,2mm的661lAL材料,焊接速度可以达到6m/min。而且,搅拌摩擦焊接深度直接由搅拌工具的搅拌针的长度决定。对于厚度0.5~100mm 的铝合金板材,搅拌摩擦焊可以一次单道实现焊接,与普通熔焊工艺相比较,生产效率可以提高5~10倍。东莞代加工搅拌摩擦焊多少钱一次性完成焊接及焊缝整形, 过程高效、焊缝美观。

搅拌摩擦焊设备日常检查 搅拌摩擦焊设备的正确使用维护能有效提升设备寿命,而定时检查能及时发现问题进行维护,使设备能更好地运行。 一、开关检查【开启设备之前】 1、确保设备运行场地和环境干净整洁; 2、检查有无泄漏和连接松动故障; 3、检查电控柜内元器件表面和伺服电机表面是否清洁。 二、日检查【每次设备使用时】 1、确认伺服电机的运行声音是否正常; 2、刀柄、搅拌摩擦焊接工具夹持可靠,定位准确无污损; 3、各开关、按键、接头外形完好,反应灵敏,受损更换。 三、周检查【每40小时】 1、检查松动零件并且保证所有螺钉都固定可靠; 2、确保各轴的行程限位开关安装位置准确。禁止随意调整行程开关位置。
搅拌摩擦焊(FSW)作为一种快速发展的新型固相焊接方法,正在成为世界范围内的热点焊接方法。该方法自发明[1]以来就受到制造工业关注,现正在逐渐成为轻合金金属的主导焊接方法,在新型飞机、空间飞行器、舰船、高速列车、汽车、电子、电力以及能源等行业得到推广应用。 现代交通运输工具的高速、节能、轻量化是当今技术发展的大趋势,轻质陆路和海洋交通运输工具,如铝合金高速列车、全铝合金汽车、铝合金高速舰船等产品逐渐受到市场欢迎;同时,镁合金和钛合金等轻合金材料在飞机、导弹及运载火箭等空间运输工具领域也得到了广F的应用和深入发展。 焊接是轻合金材料的重要连接技术之一,具有减重、节材和提高生产效率的作用。新型的高Q铝合金、镁合金等材料采用传统的熔焊(TIC/MAC)方法存在系列问题,如熔焊过程中合金元素的烧损和力学性能降低、焊缝缺陷的产生和结构可靠性损伤、接头的残余应力和变形等。所以,一方面传统的熔焊方法在向高能量密度的等离子、电子束和激光等先进熔焊方法发展,另一方面,新型的固相(非熔化)焊接方法如搅拌摩擦焊在轻合金焊接方面得到了快速发展和应用。广泛应用于铝合金金属材料焊接需求的工业企业。

搅拌摩擦焊工具(简称搅拌头)是实现搅拌摩擦焊的关键和H心技术之一,被誉为搅拌摩擦焊的”心脏";作为国内较早专业提供搅拌头的生产企业,公司拥有一L的搅拌工具(搅拌头)设计团队、生产加工设备、热处理工艺和检测手段。针对不同材料、不同厚度焊接,公司已成功研制出多种规格、多种系列的搅拌头。 我们将以专业的态度、细致的服务、精良的工艺品质和迅捷的交货速度,提升搅拌工具(搅拌头)的附加值。 搅拌头产品规格 可实现焊缝及接头形式: 平板直缝、平面二维、筒体环缝、 纵缝、空间曲面焊接等;对接、 搭接、角接、T型接头、 不等厚焊接、双面焊接等 可实现焊接的材料: 铝合金:1XXX-7XXX等 镁合金:AZ31、AZ91 铜合金:紫铜、黄铜、铬锆铜等 钛合金:TC4等 铜:不锈钢、碳钢等搅拌摩擦焊接技术已经G泛的应用于汽车工业领域。东莞搅拌摩擦焊垫板
大幅度提高了产品生产效率和质量可靠性。东莞搅拌摩擦焊价格
搅拌摩擦焊接常见表面缺陷及对策 3.限制线精加工: 表面起皮或起丝呈皮状或丝状出现在焊缝的表面。该缺陷的产生是大量的金属摩擦产热,积累于焊缝的表层金属,使得表层的局部金属达到熔化状态,在焊接过程中逐渐冷却呈皮状或丝状分布于焊缝表面。 控制措施:优化焊接参数,降低转速,提高焊速。 4、表面鼓皮: 表面鼓皮通常在FSW焊后热处理之后出现,位于焊缝表面0.3mm以内的杂质鼓包。焊缝鼓包是由于焊缝表面氧化膜夹杂在热处理过程中由于温度的升高,杂质物分解膨胀造成。 控制措施:焊前将氧化膜或油污清理干净。 5、背部焊瘤: 背部焊瘤表现为焊缝背部的金属向外凸出。形成的原因是由于搅拌针顶部与焊缝底部的间隙过小,或产品装配时,焊缝底部存在较大间隙,导致焊接过程中,搅拌针的轴向挤压力挤压底部的金属向焊缝底部凸出,呈现焊瘤状。 控制措施:保证被焊材料与工装良好贴合,保证间隙尽量小,稍微减小搅拌针的长度。东莞搅拌摩擦焊价格
东莞智谷光电科技有限公司位于松山湖园区科技九路1号。智谷搅拌摩擦焊致力于为客户提供良好的搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头,一切以用户需求为中心,深受广大客户的欢迎。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。智谷搅拌摩擦焊立足于全国市场,依托强大的研发实力,融合前沿的技术理念,飞快响应客户的变化需求。
与搅拌摩擦焊相关的文章
恩平哪里有搅拌摩擦焊设备
- 珠海铝合金搅拌摩擦焊缺点 2024-04-01
- 水冷板搅拌摩擦焊公司 2024-04-01
- 佛山水冷板搅拌摩擦焊公司 2024-04-01
- 开平汽车轮毂搅拌摩擦焊公司 2024-03-19
- 新会区销售搅拌摩擦焊服务 2024-03-18
- 铝铸件搅拌摩擦焊设备 2024-03-18
- 广州哪里有搅拌摩擦焊代理 2024-03-18
- 东莞搅拌摩擦焊液压工装夹具 2024-03-18
- 恩平5G反射板搅拌摩擦焊公司 2024-03-18
- 开平水冷板搅拌摩擦焊公司 2024-03-11
- 江海区电机壳搅拌摩擦焊服务 2024-02-21
- 江海区水冷板搅拌摩擦焊服务 2024-01-31
与搅拌摩擦焊相关的产品



与搅拌摩擦焊相关的新闻
-
广东进口搅拌摩擦焊代理 2024-01-26 20:05:55搅拌摩擦焊是一项绿色、环保、可靠的先进固相连接技术,它是利用搅拌工具与工件材料件摩擦产热,使得材料温度升高,发生塑化并在搅拌工具的作用下沿着特定的方向流动、混合在一起,形成可靠连接。汇创达·焊威围绕搅拌摩擦焊技术和工艺,以搅拌摩擦焊技术为切入点,汇创达·焊威长安生产基地的新车间目前已投入使用,配置了...
-
深圳电控箱搅拌摩擦焊服务 2024-01-26 19:05:48动力电池包PACK箱体FSW搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要...
-
广州铝铸件搅拌摩擦焊厂 2024-01-26 16:05:38搅拌摩擦焊接汽车轮毂 我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺 成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。 技术路线一 先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后...
-
深圳水冷散热器搅拌摩擦焊设备 2024-01-26 22:04:21搅拌摩擦焊解决了铝合金等低熔点材料焊接和异种材料焊接的难题,从此打开了航空航天、轨道交通、新能源汽车等传统制造工业的大门。然而在我国,这项技术起步晚,落后于西方国家。汇创达·焊威,就是专业为三电壳体提供搅拌摩擦焊研发制造和服务的。新能源汽车区别于传统车的技术是“三电”,即电机、电池、电控。可根据客户...
与搅拌摩擦焊相关的问题
新闻资讯





