所属公司:上海勇逸弯管有限公司
联系地址:上海市奉贤区上海市奉贤区神州路580号4幢1076室
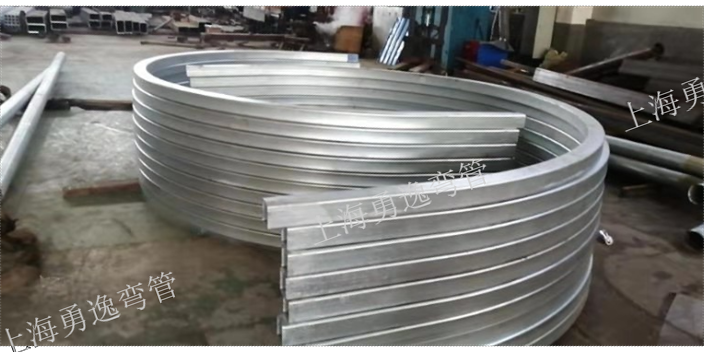
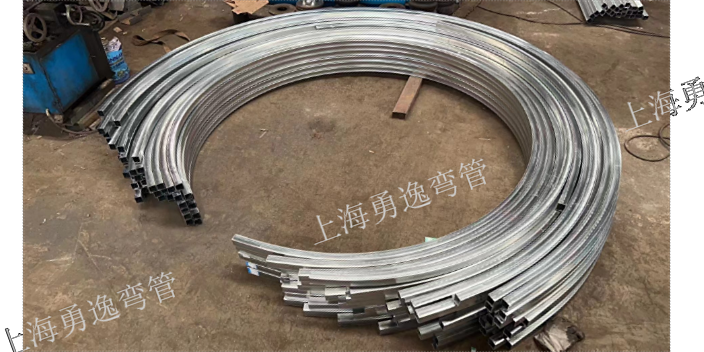
主营行业:上海拉弯加工|弯管加工|热弯加工|弯管加工
是冷凝水溢出所致,疏通冷凝水管的办法,通常是准备一根4-5米长的塑料管,一头**冷凝水排放管,一头接在卫生间水龙头上(可以制作一个小接头,靠螺纹拧在水龙头上),利用水的压力,将管道疏通,或用二氧化碳气瓶吹扫.综上所述,风机盘管冷凝水管堵塞的现象是经常的,这主要是客房风机盘管内有水存在,再加上温度适宜,易有藻类繁殖增长,产生胶状滑溜的极浓的残质,将冷凝水管堵住.国外常在客房风机盘管的集水盘里放置灭藻***,以减少其危害.自动合闸:将消防排烟风机控制柜的柜面上的***按钮SA的手柄打"自动"状态,SA(1-2)接通,当消防控制中心主机接收到火警信号,发出启动消防排烟风机信号,中间继电器KA2动作,KA2闭合,同时KM、KA3启动,消防排烟风机启动,HL5指示灯亮,交流接触器KM启动。上海浦东弯管厂加工弯管一条龙服务。苏州60x60X2方管拉弯加工图片
众所周知,制作弯管的重要道具弯管模具是重要组成部分,因其不同的形状和形态而压制出不同型号和质量的弯管。为节约成本,通过不同的切割工艺,改造出更实用的弯管模具。在弯管模具改造时,企业也要注意其本身的特点。弯管模具夹紧部分不能过短,否则容易造成钢管变形,可保证在20mm左右。在模具管材较软较薄的部位,必须夹紧部分应穿心轴防止变形。对于夹模与轮模是同时旋转弯管的,夹紧力不需要太大。同时夹模的夹紧力可根据管子直径、管壁厚度适当调整。用v形夹模夹紧时,夹模与轮模有时有间隙,间隙的大小与管子直径大小有关,当管子直径为φ10mm时,间隙小。随着管子直径的增加间隙逐渐增大,但不影响装夹与加工。如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁。销售60x60X2方管拉弯加工欢迎来电武汉钢材市场弯管厂加工价格便宜质量保证。

公司位于中国·上海,主营弯管加工,拉弯加工,弯圆加工,机械零件加工,专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商,目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面一齐整的多种弯圆设备,弯管产品全分布于造船、汽车、摩托车、锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近年来,随着我国钢铁产量的不断增长,管桁架在被越来越全的使
公司工艺设备,检测手段齐全。拥有检测设备,建立了完善的质量保证体系,产品用于输油管道、天然气管道、城镇供热管道、供水管道、电力管道工程。参与完成我国众多长距离输油、输气、输水管线管道工程,参与完成出口印尼、苏丹、沙特、南非管道工程,产品质量和服务受到用户的一至好平。公司可承担钢质管道的单层和双层熔结环氧粉末(FBE)、双层聚乙烯(2PE)和三层聚乙烯(3PE)、双层聚丙烯(2PP)、和三层聚丙烯(3PP)、环氧煤沥青防腐涂料等管道外防腐工程和IPN8710高分子防腐涂料防腐,水泥砂浆管道内壁防腐等管道内涂层多种防腐结构的管道防腐工程。上海奉贤弯管厂加工异型弯管欢迎来电。

模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。三、割制法兰在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰大直径以中板的幅宽为限。四、卷制法兰用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。武汉弯圆厂联系电话。销售60x60X2方管拉弯加工欢迎来电
门窗、扶手、导轨,钢、铝、铜、镐、钛,天窗、雨棚、螺旋楼梯。苏州60x60X2方管拉弯加工图片
锻造工艺过程一般由以下工序组成,即选取钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。苏州60x60X2方管拉弯加工图片



Copyright © 上海勇逸弯管有限公司
品牌认证
1114天
已认证
品牌认证
1114天
已认证
版权与免责声明:
1.本网凡注明“稿件来源:本网原创”的所有作品。转载请必须同时注明本网名称及链接。
2. 本页面信息为用户自行上传,本网不对该页面内容(包括但不限于文字、图片、视频)真实性和知识产权负责,如您认为该页面内容侵犯您的权益,请及时拨打电话400-880-0762进行处理。
3. 本网部分内容转载自其他媒体,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性。不承担此类作品侵权行为的直接责任及连带责任。





