所属公司:上海勇逸弯管有限公司
联系地址:上海市奉贤区上海市奉贤区神州路580号4幢1076室
主营行业:上海拉弯加工|弯管加工|热弯加工|弯管加工
精确来讲机床是先进制造技术的载体,机械产质量量、更新速度、应变才能、效率在相当水平上取决于机床。我国如今对机床的需求将是中档数控机床、加工中心和专用机床为主。其他机床相对要少得多了。而我国的前列数控机床和自动化消费线的制造还不能与世界强手相比。传统的二维式的弯管加工已无法满足复杂的工业需求。三维数控弯管加工正是在这一背景下逐步开发成熟。可程序设计控制器(PLC)在弯管加工控制系统中的应用给复杂请求的弯管系统提供技术保证。到如今由于国内空调,汽车等行业的兴起关于弯管加工的需求由量到质的转变,所以同样催生了弯管加工技术的飞跃,数控技术终于引入到了弯管加工行业,数控的介入是弯管行业的一次技术反动,不论从弯管速度、精度上都是具有相当的优势。在工业经济快速开展的上世纪90年代后以来,根底设备建立厂房、设备、交通设备需求急剧增加,各种金属管的需求已远远不能满足,许多金属管的外形请求也不时复杂化,从而催生了弯管加工系统设计和开发。以上我们在讲到苏州弯管加工时对其发展历史做了一个解说。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒.崇明区钢结构工程弯管加工规格型号

我们在关于弯管加工上是否有一定的了解了,在我们平常的生活中也可以找很多关于弯管加工的工艺。那么弯管要如何防锈呢?下面就来了解下吧。经研讨机构验证,防腐层的寿命除取决于涂层品种、涂覆质量和施工情况等要素外,弯管的外表处置对防腐层寿命的影响约占50%,因而,应严厉依照防腐层标准对弯管外表的要求,不时探究和总结,不时改良弯管外表处置办法。一、弯管清洗应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不克不及去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。二、弯督工具除锈首要运用钢丝刷等东西对钢材外表进行打磨,弯管加工上加上这些可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,东西除锈结果不睬想,达不到防腐施工要求的锚纹深度三、弯管酸洗普通用化学和电解两种办法做酸洗处置,弯管防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。崇明区钢结构工程弯管加工规格型号自行车停车架,户外运动器械,户外健身器材,汽摩配件,挖掘机。

四、钛的表面改性1.氮化:采用等离子体渗氮、多弧离子镀、离子注入和激光氮化的等化学热处理技术,在钛义齿表面形成金黄色TiN渗镀层,从而提高钛的耐磨性、耐腐蚀性和耐疲劳性。但技术复杂,设备昂贵,用于钛义齿的表面改性很难达到临床实用化。2.阳极氧化:钛的阳极氧化技术较为容易,在一些氧化性介质中,外加电压的作用下,钛阳极可形成较厚的氧化膜,从而提高其耐腐蚀性和耐磨性和耐候性。阳极氧化的电解液一般采用H2SO4、H3PO4和有机酸水溶液。3.大气氧化:钛在高温大气中可形成较厚坚固的无水氧化膜,对钛的全腐蚀、间隙腐蚀都有效,方法比较简便。五、着色为了增加钛义齿的美感、防止钛义齿在自然条件下的继续氧化的变色,可采用表面氮化处理、大气氧化和阳极氧化法表面着色处理,使表面形成淡黄色或金黄色,提高钛义齿的美感。阳极氧化法利用钛的氧化膜对光的干涉作用,自然发色,可通过改变槽电压在钛表面形成多彩的颜色。六、其他表面处理1:表面粗化:为了提高钛与饰面树脂的粘结性能,必须对钛表面进行粗化处理,提高其粘结面积。临床上常采用喷砂粗化处理,但喷砂会造成钛表面的氧化铝的污染,我们采用草酸刻蚀的方法,得到良好的粗化效果。
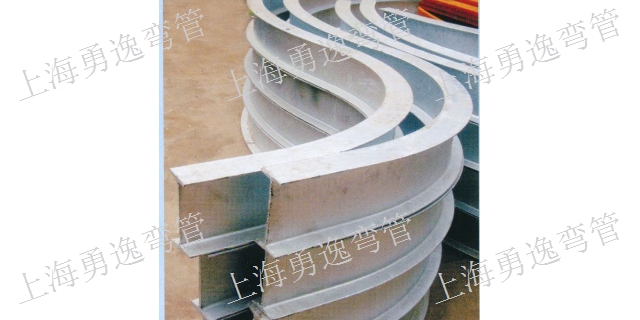
前面我们一直在讲弯管加工,那么我们是否对弯管有所了解呢?下面我们就先来介绍下,给大家提供一点知识。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机械设备,大局部都用到弯管,首要用以输油、输气、输液等,在飞机及其发起机上更据有相当主要的位置。弯管运用办法:惹起弯管质量下降的首要缘由剖析及留意办法:1、纯弯曲时,管子在外力距M效果下个中性层外侧臂壁受拉应力&1效果而减薄,内侧受压应力。效果而增厚,合力N1和N2使管子横截面发作转变。基于这一要素,惹起弯管质量下降首要缘由为RX与SX所以,GBJ235—82中,对各类压力品级状况下的RX值以及外侧的减薄量均做了明白规则,目标是为了节制RX与SX的值,然后确保质量。2、前条已讲过,弯管时资料外侧受拉,内侧受压中性轴地点地位则与弯管办法而分歧,在顶弯式(紧缩弯曲)任务时中性轴处于离外壁约1/3处,在旋弯(回弯式)任务时,中性轴处于离外壁2/3处。因而薄壁管道弯曲,运用旋弯法是有益的。3、弯胎的精度也是影响弯管质量的要素之一。我们在弯胎制造时,除规格尺寸要求节制在必然公役局限时,杭州弯管加工还也要求用户在运用时依据弯制管径选择响应的弯胎。4、管材自身的可弯曲功能与外表侵蚀状况。弯管产品广泛应用于:空调配管、卫浴设备、石油化工、造船航天、机械制造等行业。

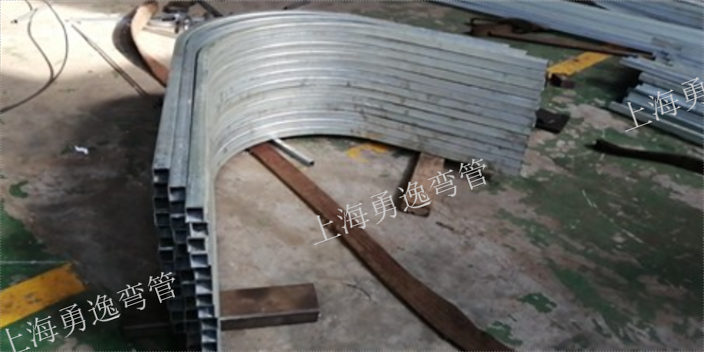
附图1为本发明示意图。附图2为本发明侧推辊轮结构示意图。具体实施例方式下面结合附图和实施例对本发明作进一步说明。图中水平弯管成型进给装置1,钢管2,推送装置3,导向辊装置4,中频感应加热圈5,侧推辊轮6,丝杆丝母7,减速机8,辊轮9,侧推辊轮10。如附图1、附图2所示,钢管弯管热弯成型工艺采用的设备是包括由推送装置3、导向辊装置4、中频感应加热圈5、水平弯管成型进给装置1组成,开始时先将需弯曲的钢管2吊放到工位上,再由推送装置3把钢管推出,伸出至中频感应加热圈5前,导向辊装置4的两组导向辊夹紧钢管2,在垂直于钢管2推出方向安装有水平弯管成型进给装置1,并将进给装置上的侧推辊轮6调整好与管端外圆接触。中频感应加热圈5对钢管2加热到920士20°C后,推送装置3再把钢管2向前以推进速度为45士5mm/min的速度推出,同时水平弯管成型进给装置1上的侧推辊轮6开始以50士5mm/min速度垂直于钢管推出方向对钢管成型进给。当侧推辊轮6对钢管2热弯成型的切入点到达跟据订单要求的管件数据预先计算好的成型后的坐标点之后,侧推辊轮6停止对钢管的切入进给。钢管2本身与导向辊装置4的两组导向辊装置以及侧推辊轮6形成三点受力弯曲,当在推送装置3的推力作用下。按角度分,有45°及90°、180°三种弯管常见的。崇明区钢结构工程弯管加工规格型号
泵车等工程机械设备管路配件,专业机械公司零部件供应商。崇明区钢结构工程弯管加工规格型号
具有较佳的光泽度,具有不连续的粗纹。用于建筑内外装饰材料、电器产品及厨房设备等。细砂:用粒度150-180号研磨带研磨出来的产品。具有较佳的光泽度,具有不连续的粗纹,条纹比用于浴池、建筑内外装饰材料、电器产品、厨房设备及食品设备等。#320用320号研磨带研磨出来的产品。具有较佳的光泽度,具有不连续的粗纹,条纹比用于浴池、建筑内外装饰材料、电器产品、厨房设备及食品设备等。毛丝面HAIRLINE:HL经适当粒度抛光砂带的连续研磨生成研磨花纹的产品(细分150-320号)。主要用于建筑装饰,电梯,建筑物的门、面板等。亮面:BA经冷轧后施以光亮退火,并经过平整得到的产品。表面光泽度极好,有很高的反射率。如同镜面的表面。用于家电产品、镜子、厨房设备、装饰材料等。产品特性及用途SUS304:具有良好的耐蚀性、耐热性、低温强度和机械性能,冲压弯曲等热加工性好,无热处理硬化现象,无磁性。较用于家庭用品(1、2类餐具)、橱柜、室内管线、热水器、锅炉、浴缸、汽车配件、医疗器具、建材、化学、食品工业、农业、船舶部件。SUS304L:奥氏体基本钢种,用途较为较;耐蚀性和耐热性优良;低温强度和机械性能优良;单相奥氏体组织,无热处理硬化现象(无磁性。崇明区钢结构工程弯管加工规格型号


Copyright © 上海勇逸弯管有限公司
品牌认证
1097天
已认证
品牌认证
1097天
已认证
版权与免责声明:
1.本网凡注明“稿件来源:本网原创”的所有作品。转载请必须同时注明本网名称及链接。
2. 本页面信息为用户自行上传,本网不对该页面内容(包括但不限于文字、图片、视频)真实性和知识产权负责,如您认为该页面内容侵犯您的权益,请及时拨打电话400-880-0762进行处理。
3. 本网部分内容转载自其他媒体,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性。不承担此类作品侵权行为的直接责任及连带责任。