如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。安装时,可将对焊管件的连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止弯管介质流向应是纵阀瓣下面往上流,弯管只能水平安装。弯管在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。另外根据工程需要还包括60°等其他非正常角度弯头。质量不锈钢管加工下半径圆圈销售价格
上海勇逸弯管有限公司(上海新顺弯管有限公司)加工多种型材,上海弯圆加工上海拉弯,上海拉弯加工,弯圆加工,上海弯圆,上海弯管,上海弯管加工,弯曲,上海弯圆,弯弧加工,等剪板,折边来料,弯管加工及订单加工,多种产品供应商,目前可加工型材截面Φ3mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、剪板机,折边机,热弯机,中频热弯设备,大型卷板机,金属管材圆锯机,具备业内加工面齐整的多种弯圆设备,上海弯圆,弯圆,弯管,拉弯,上海拉弯,拉弯加工,弯圆加工,弯弧加工,弯弧,折弯,弯管加工,上海拉弯加工,上海弯圆加工,上海弯管加工,热弯,上海热弯厂,上海热弯加工,上海中频弯管,中频弯管厂,中频弯圆厂,中频弯管加工,上海,加工,弯管产品分布于造船、汽车、摩托车、锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。二手拉弯机转让,二手弯管机转让,二手弯圆机转让,二手卷弯机转让,二手车床转让,二手卷板机转让,二手旧设备转让,二床转让,弯管机销售,拉弯机销售,弯圆机销售,卷弯机销售,卷管机销售,车床销售,标准不锈钢管加工下半径圆圈分布于造船、汽车、摩托车、锅炉、石油化工.

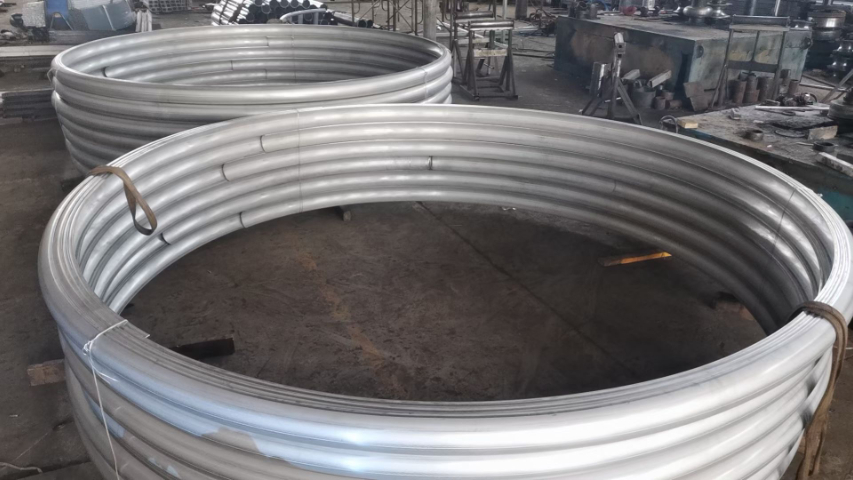
上海勇逸弯管有限公司(上海新顺弯管有限公司)承接各种规格铝型材幕墙横梁拉弯加工定制批发销售,根据加工需求选择合适的管材,如无缝钢管、不锈钢管、铝管、铜管等,不同的管材在弯管加工时的特性有所不同,需要根据实际情况进行选择。根据设计要求和材料特性进行计算。不同的应用场景对弯管的角度和半径有特定的要求,例如在建筑领域某些管道布局需要精确的弯管角度和半径来适应空间布局。在汽车生产线中,弯管加工对汽车零部件生产非常重要,比如汽车的排气系统、液压系统等部分的管件需要进行弯管加工以满足设计和装配要求。在石油、化工、轻工、电力、供热、船舶、城建、油气输送等行业有着广泛的应用。例如无锡宏普设备制造有限公司生产的各类压力容器半管夹套、换热盘管、非标弯管、型材弯圆等系列弯管 - 盘管加工产品,被广泛应用于上述行业。用模锻机将管端或零件延伸,以减小管件的外径,常见的锻件有旋转式、连杆式和滚子式。弯管加工是一种常见的金属加工工艺。
弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。真空钢管、空压管路、汽车刹车油管、电动车液压管路、注塑机液压管路.

基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。弯管的环刚度实际上是指抗外部压力指标。压力管道的承受的负载有内部压力和外部的压力。通常内部压力产生的应力是造成管材破坏的主要因素,破坏的形式是管壁内的拉应力造成的变形过大和破裂。设计时一般先按承受内压负载进行设计计算,选择材料和结构数据,如壁厚,再考虑外压负载进行设计验算,必要时修改结构数据。弯管的环刚度实际上不是一直不变的,同样压力的管道。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材.标准不锈钢管加工下半径圆圈
锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。质量不锈钢管加工下半径圆圈销售价格
锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。质量不锈钢管加工下半径圆圈销售价格






